















| Phase 1: Production Preparation | ||
|---|---|---|
| Raw Material Preparation and Loading | Raw materials A, B, and color slurry (C1-C4) are separately conveyed to the corresponding storage tanks of the equipment. Subsequently, the system performs constant temperature heating and continuous stirring of the raw materials within the tanks. |  |
| Equipment Preparation and Parameter Settings | Initiate the full-path temperature control system for preheating, then retrieve the predetermined production formula from the main control panel to set all process parameters with one click. Finally, execute automatic cleaning and trial operation to verify the status of all equipment systems and the mixing effluent quality. | 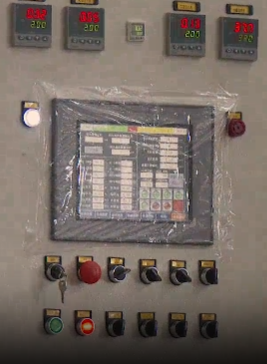 |
| Kibb preparation | Mount the release paper or base fabric (e.g., non-woven fabric, knitted fabric) onto the unwinding device, and pull it through the entire coating line. |  |
| Phase II: Coating Production | ||
| Precision Measurement and Mixing | The metering pump delivers each component of raw materials precisely according to the formula ratio, which is then collected through insulated pipelines to the pouring head. Within the pouring head, the raw materials achieve uniform mixing. |  |
| Coating and Forming | The cast truss drives the head to perform precise reciprocating motion, ensuring uniform coating on the base fabric surface, followed immediately by surface texture formation via the embossing roller. | |
| Reaction curing and molding | The coated wet film enters the drying tunnel. After curing completion, the product proceeds to the cooling section for temperature reduction. |  | Phase III: Post-processing and Packaging |
| Rolling and ripening | The cooled synthetic leather (if release paper is used, it is collected together with the release paper) is automatically wound up. The wound-up product requires aging in a constant-temperature warehouse for 24-48 hours to ensure complete reaction and achieve stable performance. |  |
| Post-processing and Inspection | If release paper is used, it should be separated from the synthetic leather after maturation using a peeling machine.Surface treatment: Post-processing such as embossing, printing, spraying, or embossing may be required to achieve specific appearance and tactile characteristics. Inspection and packaging: The finished product undergoes inspection for appearance, thickness, and physical properties (e.g., wear resistance, hydrolysis resistance). Upon passing inspection, the product is packaged and stored. |  |
| Tank system: A1 and B1 with a capacity of 500 liters (2 sets), A2 and B2 with a capacity of 50 liters (1 set each). Materials: Inner layer made of 304 stainless steel, middle layer with a heating layer, and outer layer with polyurethane rigid foam insulation. Measurement System: A1A2 high-precision metering pump (25cc, 1 set each), B1B2 high-precision metering pump (20cc, 1 set each). Motor: 1.3KW servo motor with planetary reducer. Color additive system: High-precision metering pump 0.6cc (4 sets), 50-liter storage tank, Drive motor: 0.75KW servo motor Frame system: Left-right digitalized movement (1 set): The moving motor is a 0.75KW servo motor; Up-down digitalized movement (1 set): The moving motor is a 1.0KW servo motor. Head system: Needle valve-type head (1 set), driven by servo motor Material temperature control system: 3 temperature control units (4 units), with independent temperature control for material tanks, each heating power of 9KW Head cooling system: 2 chillers (1 unit) Nose cleaning system: 20-liter cleaning tank (1 unit) Vacuum system: 30L vacuum pump (1 unit), equipped with 2 vacuum buffer tanks A Feeding System: Diaphragm pumps (2 units), with independent feeding pipelines for storage tanks B Feeding System: Manual feeding or vacuum pump feeding, with the storage tank equipped with independent feeding pipelines. Rack assembly: Frame structure (1 set), with aluminum alloy doors and windows installable on all four sides (to be procured and installed by the purchaser) Control System: PLC; various models of modules (1 set); brand: Inovance; 15-inch touchscreen (1 unit); brand: Kunlun Tongtai; 7-inch touchscreens (2 units); brand: Kunlun Tongtai; low-voltage electrical equipment (1 set); brand: Tai'an; various models of sensors (1 set); brand: Taiwan Jiazhun | |
| Heating method: Hot air circulation + infrared auxiliary heating Temperature control range: room temperature to-150°C Temperature control accuracy: ±1℃ Number of heating zones: 6 zones with independent temperature control Rated voltage: 380V Power consumption: approximately 120-150 kW |  |
| Function of the cooling roller: A large-diameter metal drum with circulating cooling water inside, through which the fabric passes in close contact with its surface, and heat from the fabric is removed via thermal conduction. Cooling roller body: The material is typically steel or stainless steel. Roll surface temperature: 10°C–25°C (adjusted according to production line speed and requirements) Cooling water temperature: 7°C-15°C Roll diameter: 500 mm–1000 mm (typically) Surface treatment: Electroplated hard chrome or mirror-polished finish | |
| Function: The synthetic leather product, after completion of coating, curing, and cooling, is wound into rolls with constant tension and neat edges to facilitate storage, transportation, and subsequent processing. Maximum coil diameter: Φ1000mm, Φ1500mm Maximum roll width: 1800mm, 2200mm Maximum linear speed: 10-30 meters per minute Tension control range: 50–500 N Control mode: Automatic/manual, Constant tension/conical tension control Power supply requirements: 380V/3-phase/50Hz Drive system: AC servo motor or frequency converter |  |
| Function: Ensure the release paper is used flatly and stably in the production process while protecting it from damage, and allow for reuse. Maximum paper roll width: 1800mm-2500mm Maximum unwinding/unwind diameter: Φ1000mm, Φ1500mm Inner diameter of the core: 3 inches or 6 inches Maximum mechanical speed: 30-50 meters per minute Working speed: 10-25 meters per minute Tension control range: 50-500N Tension control accuracy: ±1%–±5% Correction accuracy: ±1 mm Total power: 5-15KW Compressed air specifications: Pressure (0.6-0.8 MPa), Flow rate (0.2 Nm³/min) Power supply: 3-phase, 380VAC, 50Hz |  |

خط إنتاج متكامل
توفير خطوط إنتاج كاملة مخصصة تغطي جميع العمليات من المعالجة المسبقة للمواد الخام إلى الفرز الذكي. تعتمد المعدات الأساسية على التكوين المستورد المطور بشكل مستقل من Haifeng، مما يضمن توحيد خلط المواد ≥98% والتشغيل المستقر والموثوق.
تكييف مخصص حسب الطلب
يمكنك الاعتماد على قدرات النمذجة باستخدام التصميم بمساعدة الحاسوب والطباعة ثلاثية الأبعاد لمعهد بحوث التصميم الميكانيكي لإنتاج قوالب مخصصة ومكونات غير قياسية بسرعة، مما يقلل من دورة البحث والتطوير للأنماط الجديدة إلى 7-10 أيام.

تحويل المعدات الحالية
قم بتركيب وحدات التحكم الذكي في درجة الحرارة والتناسب الدقيق والنقل الآلي من Haifeng لتحقيق التحول من العمليات القائمة على المذيبات إلى العمليات الخالية من المذيبات/المياه/المياه مما يقلل من العمالة وخسائر المواد الخام.

فحص الجودة الذكي
تجهيز معدات الاختبار المتكاملة التي طورتها Haifeng بشكل مستقل، والتي تغطي اختبارات السُمك والعيوب وقوة الترابط واختبارات الأداء الرئيسية. وبكفاءة ≥50 زوجًا في الدقيقة، يتم فرز المنتجات المعيبة تلقائيًا.

التحكم في الوقت الحقيقي
اعتماد نظام التحكم الذكي في الإنتاج من Haifeng لضبط المعلمات ديناميكيًا، والتحكم في معدل الخلل في 2-3%؛ دمج وحدات المراقبة البيئية لتحقيق انبعاثات قريبة من الصفر من المركبات العضوية المتطايرة.

دعم التصديق
التعاون مع مؤسسات الاختبار الموثوقة للمساعدة في استكمال شهادات متعددة المعايير، وتوفير المعايير الفنية ودعم العينات للمساعدة في الحصول على شهادات CE وLA واختراق حواجز السوق الراقية.





