














| No. | Equipment Name | Main Function | Technical Features | Photo Reference |
|---|---|---|---|---|
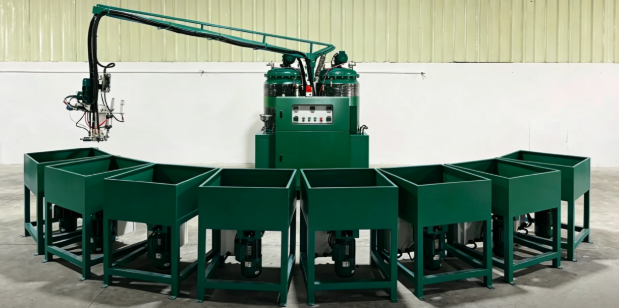
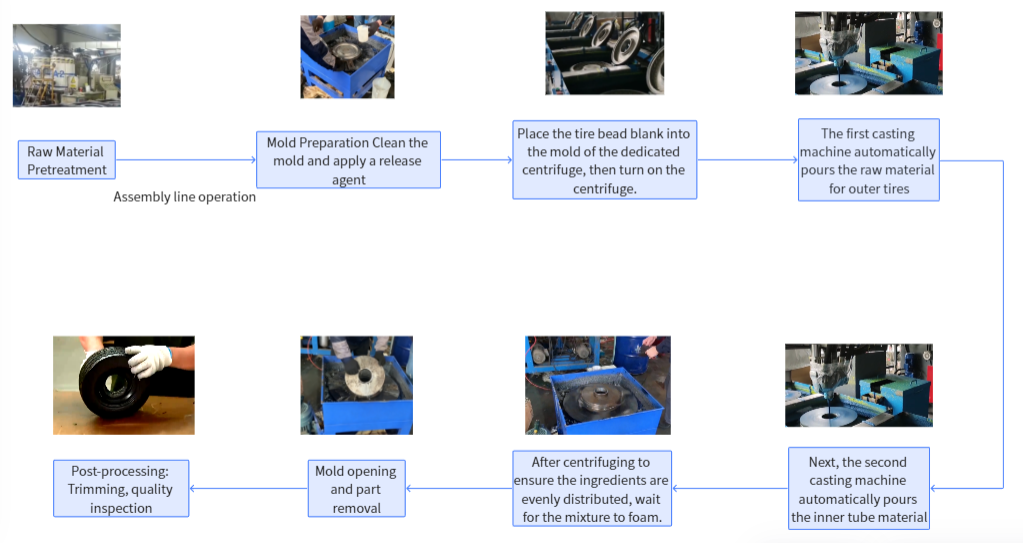
| 1 | Automatic Tire Pouring Machine (Fully Automatic) | Precisely mixes and pours polyurethane raw materials | The pouring volume required for the outer tire is typically twice that of the inner tire. Adjust according to actual conditions so that the pouring time for both outer and inner tires remains consistent. | 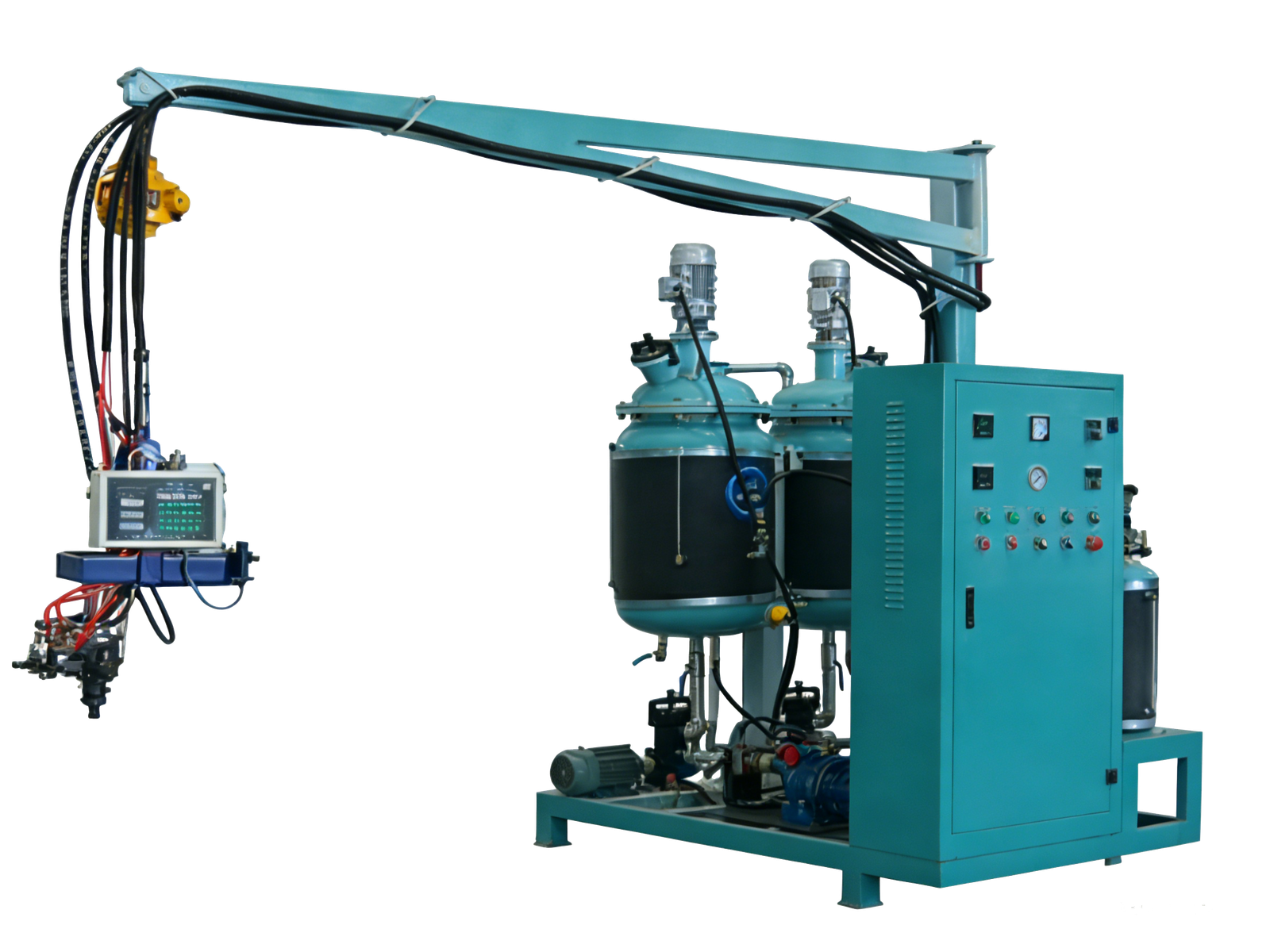 |
| 2 | Tire Mold System | Tire shaping / forming | High-temperature resistant alloy steel, rapid opening/closing design (different molds are used for different tire models). |  |
| 3 | Raw Material Pre-treatment System | Raw material preheating and dehumidification | Automatic temperature control, anti-crystallization design. |  |
| 4 | Automated Conveyor Line | Automatic mold conveying | 60-station design, precise positioning (configurable according to production needs). |  |
| No. | Equipment Name | Main Function | Technical Features | Photo Reference |
|---|---|---|---|---|
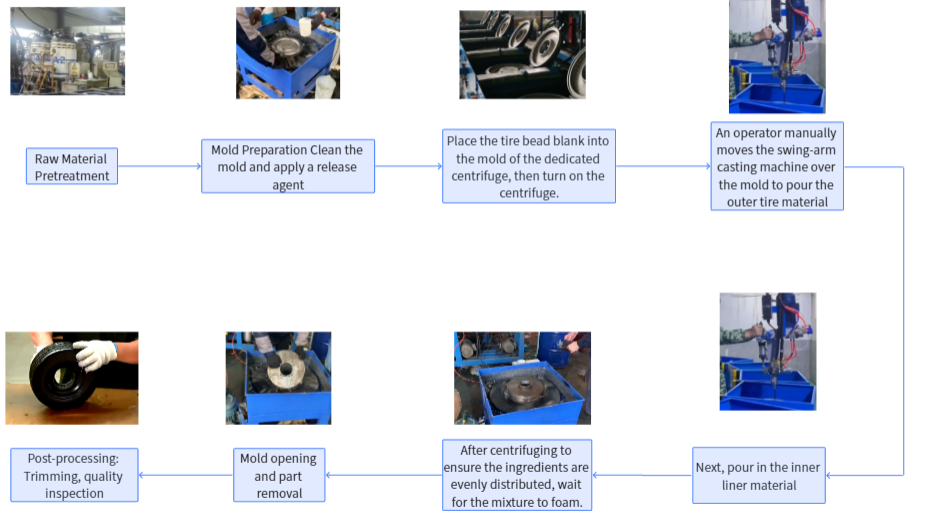
| 1 | Swing Arm Pouring Machine (Semi-automatic) | Precisely mixes and pours polyurethane raw materials | The pouring volume required for the outer tire is typically twice that of the inner tire. Adjust according to actual conditions so that the pouring time for both outer and inner tires remains consistent. |  |
| 2 | Tire Mold System | Tire shaping / forming | High-temperature resistant alloy steel, rapid opening/closing design (different molds are used for different tire models). | |
| 3 | Raw Material Pre-treatment System | Raw material preheating and dewatering | Automatic temperature control, anti-crystallization design. | |
| 4 | Fixed Station System | Fixed mold positioning | 20-station design (configurable according to production requirements). |  |

Integrated production line
Provide customized complete production lines covering all processes from raw material pretreatment to intelligent sorting. Core equipment adopts Haifeng's independently developed imported configuration, ensuring material mixing uniformity ≥98% and stable and reliable operation.
Customized adaptation
Rely on the CAD modeling and 3D printing capabilities of the Mechanical Design Research Institute to quickly produce customized molds and non-standard components, shortening the R&D cycle of new styles to 7-10 days.

Existing equipment transformation
Install Haifeng's intelligent temperature control, precision proportioning, and automated conveying modules to realize the transformation from solvent-based to solvent-free/water-based processes, reducing labor and raw material losses.

Intelligent quality inspection
Equip Haifeng's independently developed integrated testing equipment, covering thickness, defect, bonding strength, and key performance tests. With an efficiency of ≥50 pairs per minute, defective products are automatically sorted out.

Real-time control
Adopt Haifeng's intelligent production control system to dynamically adjust parameters, controlling the defect rate at 2-3%; integrate environmental monitoring modules to achieve near-zero VOC emissions.

Certification support
Cooperate with authoritative testing institutions to assist in completing multi-standard certifications, providing technical parameters and sample support to help obtain CE and LA certifications and break through high-end market barriers.





