무용제 공정으로의 전환: 제습이 TPO/TPU 가죽 생산 라인의 ‘침묵의 살인자’인 이유
10번 중 9번은 문제가 압출기나 배합, 온도 설정이 아닙니다. 문제는 바로 제습입니다. 1986년부터 시작된 약 40년 간의 고분자 유체 및 열 제어 경험을 바탕으로, 우리는 공장들이 제습을 선택 사항으로만 취급하는 바람에 수십 개의 최첨단 생산 라인이 완전히 고장 나는 것을 목격해 왔습니다. TPO/TPU 압출 공정에서 제습은 단순히 있으면 좋은 기능이 아닙니다. 이는 수율을 결정하는 가장 중요한 단일 요소입니다.

1부: TPO/TPU 압출 공정 전체 분석
기존의 PU 코팅 공정과 달리, TPO/TPU 합성 가죽은 순수한 열-기계적 물리적 성형 공정을 거칩니다. 화학적 가교 반응이 전혀 일어나지 않으며, 모든 성능은 고온 전단 혼합과 균일한 용융 과정에서 비롯됩니다.
표준 산업용 압출 라인은 4개의 핵심 모듈로 구성되어 있으며, 아래에서 각 모듈에 대한 세부 장비 정보를 함께 살펴보겠습니다.

1. 감량식 급이 시스템
PP, POE/EPDM 엘라스토머 및 첨가제를 배럴로 정밀하고 일정한 질량 비율로 공급하여, 대량 연속 생산 시 배합 안정성을 보장합니다.

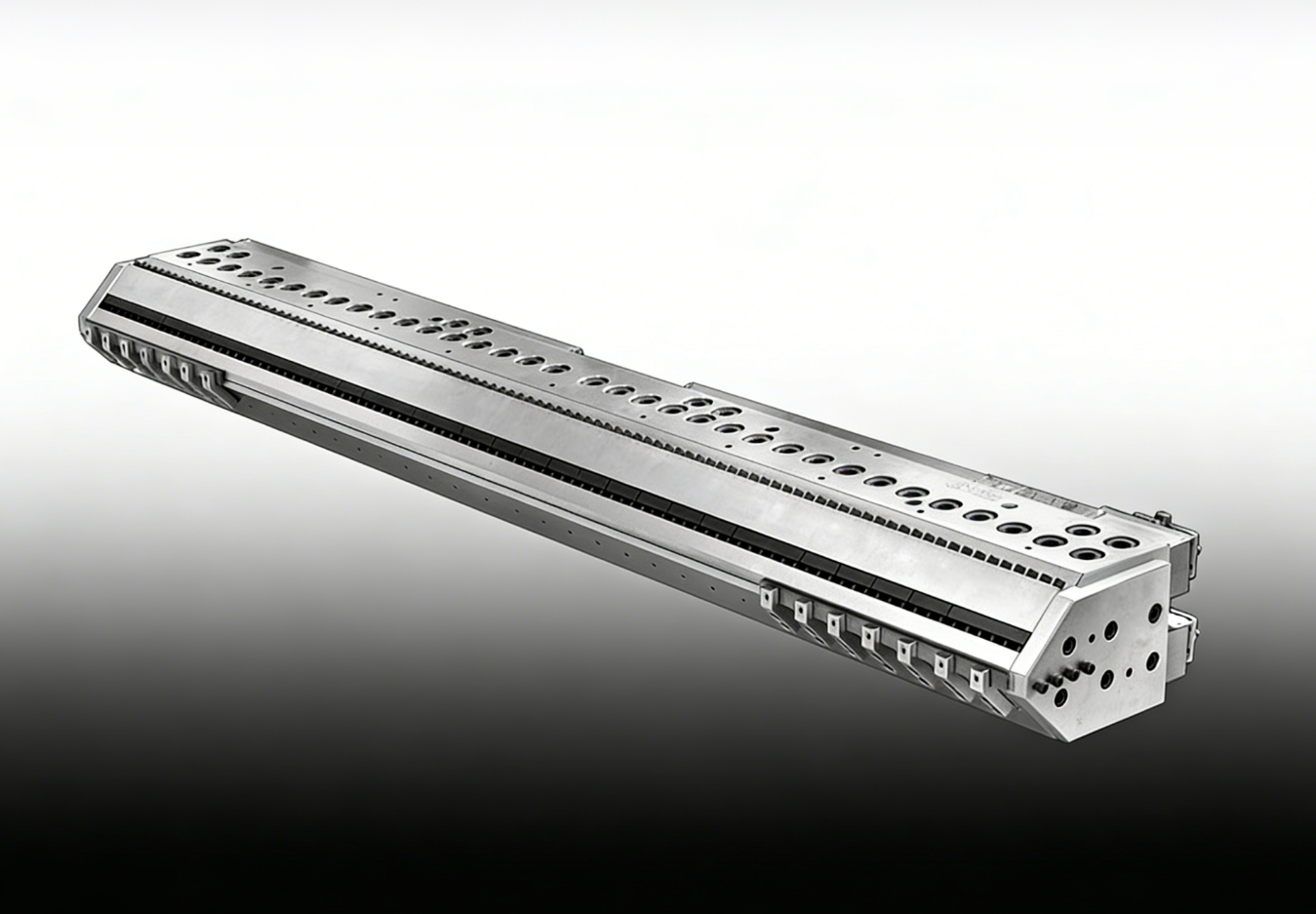
2. 이축 압출기
이 라인의 핵심. 아래 160°C~210°C 높은 기계적 전단력을 통해 경질 PP 매트릭스와 유연한 고무 상이 나노 수준에서 분해 및 분산됩니다.

3. T-다이 공압출
균일한 용융물이 행거식 T-다이를 통해 넓은 필름으로 압출됩니다. 고급 생산 라인에서는 A/B 또는 A/B/C 공압출 방식을 사용하여 한 번의 공정으로 내마모성 표면층과 미세 폼 완충층을 형성합니다.
4. 3롤 캘린더링 및 라미네이팅
가열된 압출물에 표면 무늬를 압인하고, 동시에 베이스 원단이나 폼 백킹에 라미네이팅하여 한 번의 공정으로 최종 가죽 구조를 완성합니다.

2부: 침묵의 살인자: 제습
이것이 TPU 라인에서 수율이 낮은 #1의 원인이며, 가장 흔히 간과되는 세부 사항입니다.
TPU 분자에는 극성이 매우 강한 우레탄 기가 포함되어 있어, 본질적으로 흡습성이 있습니다. TPU 펠릿을 작업장에 단 4시간만 노출시켜도 생산에 차질을 빚을 만큼의 수분을 흡수하게 됩니다. 젖은 펠릿이 200°C의 배럴에 들어가면 두 가지 현상이 발생합니다:
1. 물리적 손상
갇혀 있던 물이 순식간에 기화되면서 미세 기포가 생성되고, 이 기포들이 다이에서 터지면서 표면에 물결과 빈 공간이 남게 됩니다.
2. 화학적 손상
거품보다 훨씬 더 심각한 문제는 가수분해입니다. 물 분자는 가위처럼 중합체 사슬을 잘라내어 분자량과 용융 강도가 급격히 떨어지게 만듭니다.

습기 손상의 3가지 뚜렷한 징후 (거의 항상 오진되는)
- 침 흘리기: 용융 강도가 완전히 떨어집니다. 재료가 걸쭉한 꿀처럼 흐르지 않고 물처럼 흐르며, 안정적인 막을 형성하지 못합니다.
- 표면의 물결과 기공: 클래스 A 표면 마감을 손상시키는 물방울 모양의 결함과 미세 기포.
- 숨겨진 성능 저하: 가죽은 겉보기에는 괜찮아 보이지만, 분자 구조가 손상되어 몇 달 후에는 긁힘, 자외선 노화 및 박리 테스트에서 불합격 판정을 받을 것입니다.
유일한 정답
일반적인 열풍 건조기는 TPU 건조에는 소용이 없습니다. 표면의 수분만 제거할 뿐이니까요. 반드시 허니콤형 흡습제 로터 건조기를 사용해야 하며, 다음 사양은 반드시 충족해야 합니다:
- 건조 공기의 이슬점: -40°C 이하
- 최종 재료 수분 함량: <0.02% (200ppm)
- 최소 건조 시간: 3~4시간
“생산 속도를 높이기 위해” 건조 시간을 단축하면, 처리량 증가로 얻는 이득보다 불량으로 인한 손실이 항상 훨씬 더 클 것입니다.
3부: 그 밖의 흔한 문제점 및 전문가의 문제 해결 방법
습도 외에도, 나머지 생산 문제의 90%를 차지하는 두 가지 다른 원인이 있습니다:
1. 전단 열수지
TPO에서 고무 상을 분산시키려면 높은 전단력이 필요합니다. 전단력이 너무 약하면 피쉬아이 현상과 경화 부위가 발생합니다. 반대로 전단력이 너무 강하면 내부 마찰로 인해 온도가 250°C 이상으로 치솟아 열분해, 황변 및 악취가 발생하며, 이로 인해 저 VOC(휘발성 유기화합물)라는 장점이 무효화됩니다.
2. 공압출 박리 현상
A/B 층의 용융 온도나 유동 속도가 완벽하게 일치하지 않거나, 캘린더 롤이 재료를 너무 빨리 냉각시키면 사용 중에 층이 분리됩니다.
전문가용 문제 해결 매트릭스
| 관찰된 결함 | 흔히 발생하는 오진 | 근본 원인 | 시정 조치 |
|---|---|---|---|
| 미세 기포, 물결, 침 흘리기 | 압출 온도가 너무 높음 | 수분 함량 >0.02%, 가수분해로 인한 고분자 사슬의 단절 | 제습 로터의 이슬점이 -40°C 이하인지 확인하고, 건조 시간이 최소 3시간 이상 되도록 하십시오. |
| 거친 "사포" 같은 표면 | 품질이 낮은 충전재 | 전단력이 부족하여 고무 상이 완전히 분산되지 않음 | 스크류 구성에 반죽 블록을 추가하고, 스크류 회전수를 높입니다 |
| 층간 박리, 원단 접착 불량 | 부적절한 원단, 낮은 롤 압력 | 계면 온도가 너무 낮아, 기판에 닿기도 전에 용융물이 경화되었습니다. | 다이 립 온도를 높이고, 원단에 적외선 예열 또는 코로나 처리를 적용한다 |
| 황변, 부서짐, 매운 냄새 | 항산화 성분이 부족함 | 국부 전단 열로 인한 재료 과열 | 나사의 회전 속도를 낮추고, 배럴 냉각 통로에 막힌 부분이 없는지 확인하십시오 |
마무리 말
전통적인 PU 주입 공법에서 현대적인 TPO/TPU 압출 공법에 이르기까지, 제조의 핵심 원칙은 변함없습니다. 모든 배합 성능은 온도, 압력 및 재료 특성에 대한 엄격한 관리에 달려 있습니다.
제습은 사소한 세부 사항이 아닙니다. 이를 간과하는 것은 기본적인 고분자 화학을 무시하는 것과 같습니다. 안정적이고 수율이 높은 생산 라인은 공정의 모든 단계에서 소재의 물리적 한계를 존중할 때 비로소 구축될 수 있습니다.
자주 묻는 질문
Q: TPO/TPU 압출 라인의 일반적인 투자 회수 기간은 얼마나 됩니까?
Q: TPO와 TPU를 같은 라인에서 동시에 가동할 수 있나요?
Q: 흡습제 로터는 얼마나 자주 교체해야 하나요?
Q: What is the maximum stable line speed for automotive grade leather?
Q: Does Haifeng provide full turnkey extrusion line solutions?
Building or upgrading a TPO/TPU solvent-free extrusion line?
Haifeng Machinery provides a one-stop turnkey solution ranging from equipment manufacturing to on-site process optimization. Contact us for a free process audit