














| # | Equipment Name | الطراز | Qty | Technical Features | Photo Reference |
|---|---|---|---|---|---|
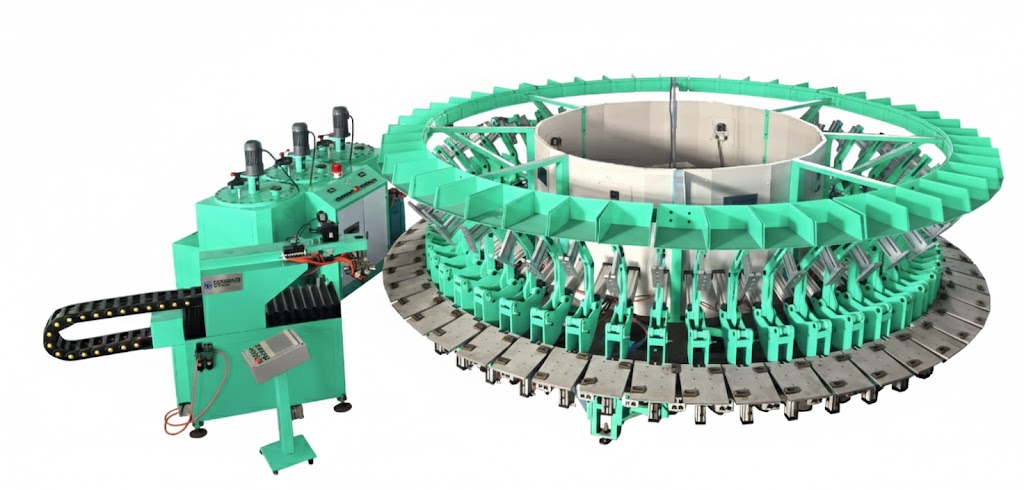
| 1 | 3-Tank Automatic PU Pouring Machine (Shoe-specific) | AIAMP U25XJ-2A1B | 1 | Optimized for shoe production, adapted to sole pouring characteristics; 2A1B configuration (three PU raw material tanks), automatic switching for multi-formula production; Pouring head speed ≤9400 r/min, water circulation cooling via chiller, ensures uniform mixing; Rotary valve pouring head guarantees simultaneous discharge of A and B materials, ensuring sole quality; Touchscreen interface, one-key start for automatic pouring | 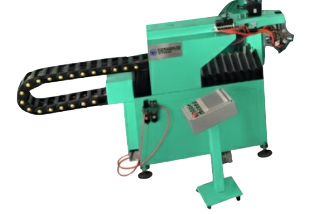 |
| 2 | 40-Station Automatic Shoe Disc Machine (Rotary Table) | AIAMP U40RH-SHOE | 1 | Disc diameter Φ4600mm, optimized for shoe mold layout; PLC-controlled servo motor drive, adjustable 3–8 minutes per rotation; 40 dedicated shoe mold pneumatic frames, automatic mold opening & closing; Aluminum bottom plate electric heating for shoe molds, 6 temperature control stations ensuring uniform heating; Adjustable mold angle to suit different shoe shape designs | 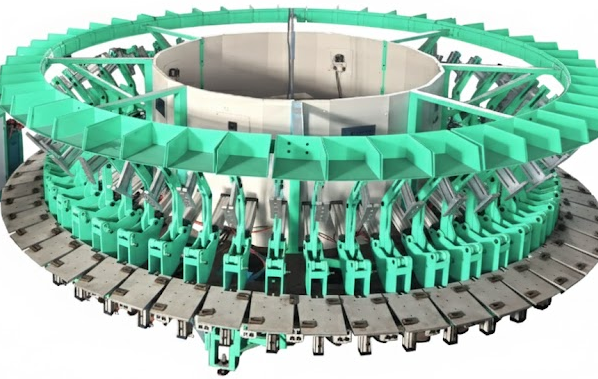 |
| 3 | Raw Material Oven (Shoe-specific) | DG-RH 1T-SHOE | 3 | Preheating capacity: 48 drums/batch (20 kg/bag); Voltage/Power: 3PH/380V/50Hz, 9KW; Automatic temperature control, anti-crystallization design ensuring materials suitable for shoe production; Optimized for shoe material characteristics |  |
| 4 | مبرد | Standard Model | 1 | Provides water circulation cooling for the pouring head, extending mixing head working cycle; Ensures stable shoe sole quality; Optimized cooling for shoe material characteristics |  |
| 5 | Color Dosing Machine (Shoe Multi-color System) | CM-10L-SHOE | 1 | Color tank capacity: 10L, meets multi-color shoe production demands; PLC-controlled high-precision metering pump and color mixing valve; Automatic switching between various colors, supports gradient color design; Optimized for shoe multi-color design requirements |  |
| 6 | Robotic Arm Automatic Spraying System | SHOE 6-Axis | 1 | Automatically sprays release agent, uniform coverage on shoe mold surface; Improves production automation level; 6-axis flexibility for complex mold geometries |  |

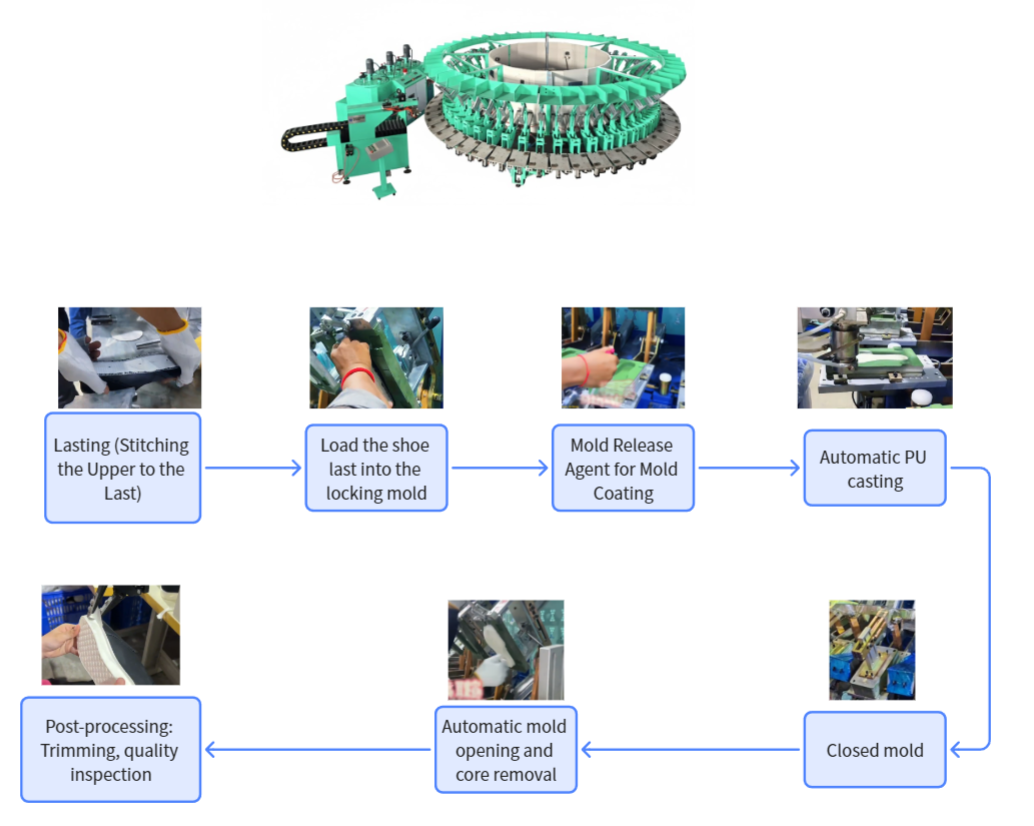
خط إنتاج متكامل
توفير خطوط إنتاج كاملة مخصصة تغطي جميع العمليات من المعالجة المسبقة للمواد الخام إلى الفرز الذكي. تعتمد المعدات الأساسية على التكوين المستورد المطور بشكل مستقل من Haifeng، مما يضمن توحيد خلط المواد ≥98% والتشغيل المستقر والموثوق.
تكييف مخصص حسب الطلب
يمكنك الاعتماد على قدرات النمذجة باستخدام التصميم بمساعدة الحاسوب والطباعة ثلاثية الأبعاد لمعهد بحوث التصميم الميكانيكي لإنتاج قوالب مخصصة ومكونات غير قياسية بسرعة، مما يقلل من دورة البحث والتطوير للأنماط الجديدة إلى 7-10 أيام.

تحويل المعدات الحالية
قم بتركيب وحدات التحكم الذكي في درجة الحرارة والتناسب الدقيق والنقل الآلي من Haifeng لتحقيق التحول من العمليات القائمة على المذيبات إلى العمليات الخالية من المذيبات/المياه/المياه مما يقلل من العمالة وخسائر المواد الخام.

فحص الجودة الذكي
تجهيز معدات الاختبار المتكاملة التي طورتها Haifeng بشكل مستقل، والتي تغطي اختبارات السُمك والعيوب وقوة الترابط واختبارات الأداء الرئيسية. وبكفاءة ≥50 زوجًا في الدقيقة، يتم فرز المنتجات المعيبة تلقائيًا.

التحكم في الوقت الحقيقي
اعتماد نظام التحكم الذكي في الإنتاج من Haifeng لضبط المعلمات ديناميكيًا، والتحكم في معدل الخلل في 2-3%؛ دمج وحدات المراقبة البيئية لتحقيق انبعاثات قريبة من الصفر من المركبات العضوية المتطايرة.

دعم التصديق
التعاون مع مؤسسات الاختبار الموثوقة للمساعدة في استكمال شهادات متعددة المعايير، وتوفير المعايير الفنية ودعم العينات للمساعدة في الحصول على شهادات CE وLA واختراق حواجز السوق الراقية.





