














| # | Equipment Name | 모델 | Qty | Technical Features | Photo Reference |
|---|---|---|---|---|---|
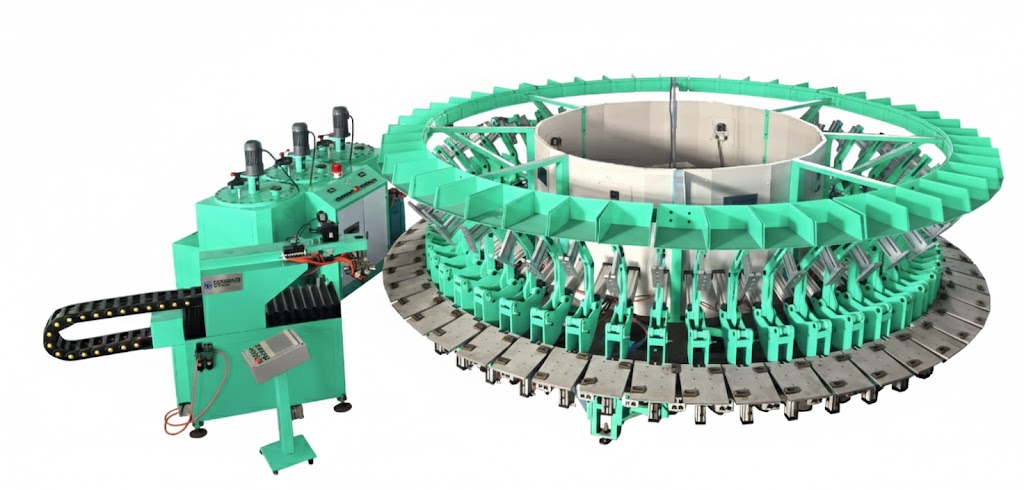
| 1 | 3-Tank Automatic PU Pouring Machine (Shoe-specific) | AIAMP U25XJ-2A1B | 1 | Optimized for shoe production, adapted to sole pouring characteristics; 2A1B configuration (three PU raw material tanks), automatic switching for multi-formula production; Pouring head speed ≤9400 r/min, water circulation cooling via chiller, ensures uniform mixing; Rotary valve pouring head guarantees simultaneous discharge of A and B materials, ensuring sole quality; Touchscreen interface, one-key start for automatic pouring | 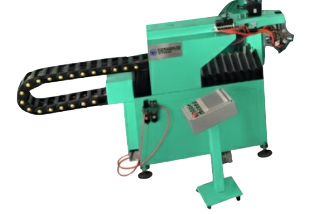 |
| 2 | 40-Station Automatic Shoe Disc Machine (Rotary Table) | AIAMP U40RH-SHOE | 1 | Disc diameter Φ4600mm, optimized for shoe mold layout; PLC-controlled servo motor drive, adjustable 3–8 minutes per rotation; 40 dedicated shoe mold pneumatic frames, automatic mold opening & closing; Aluminum bottom plate electric heating for shoe molds, 6 temperature control stations ensuring uniform heating; Adjustable mold angle to suit different shoe shape designs | 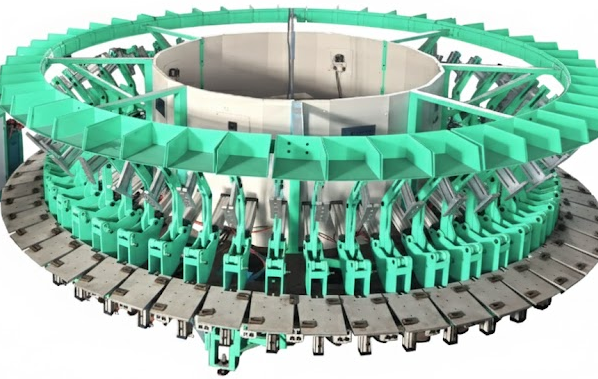 |
| 3 | Raw Material Oven (Shoe-specific) | DG-RH 1T-SHOE | 3 | Preheating capacity: 48 drums/batch (20 kg/bag); Voltage/Power: 3PH/380V/50Hz, 9KW; Automatic temperature control, anti-crystallization design ensuring materials suitable for shoe production; Optimized for shoe material characteristics | 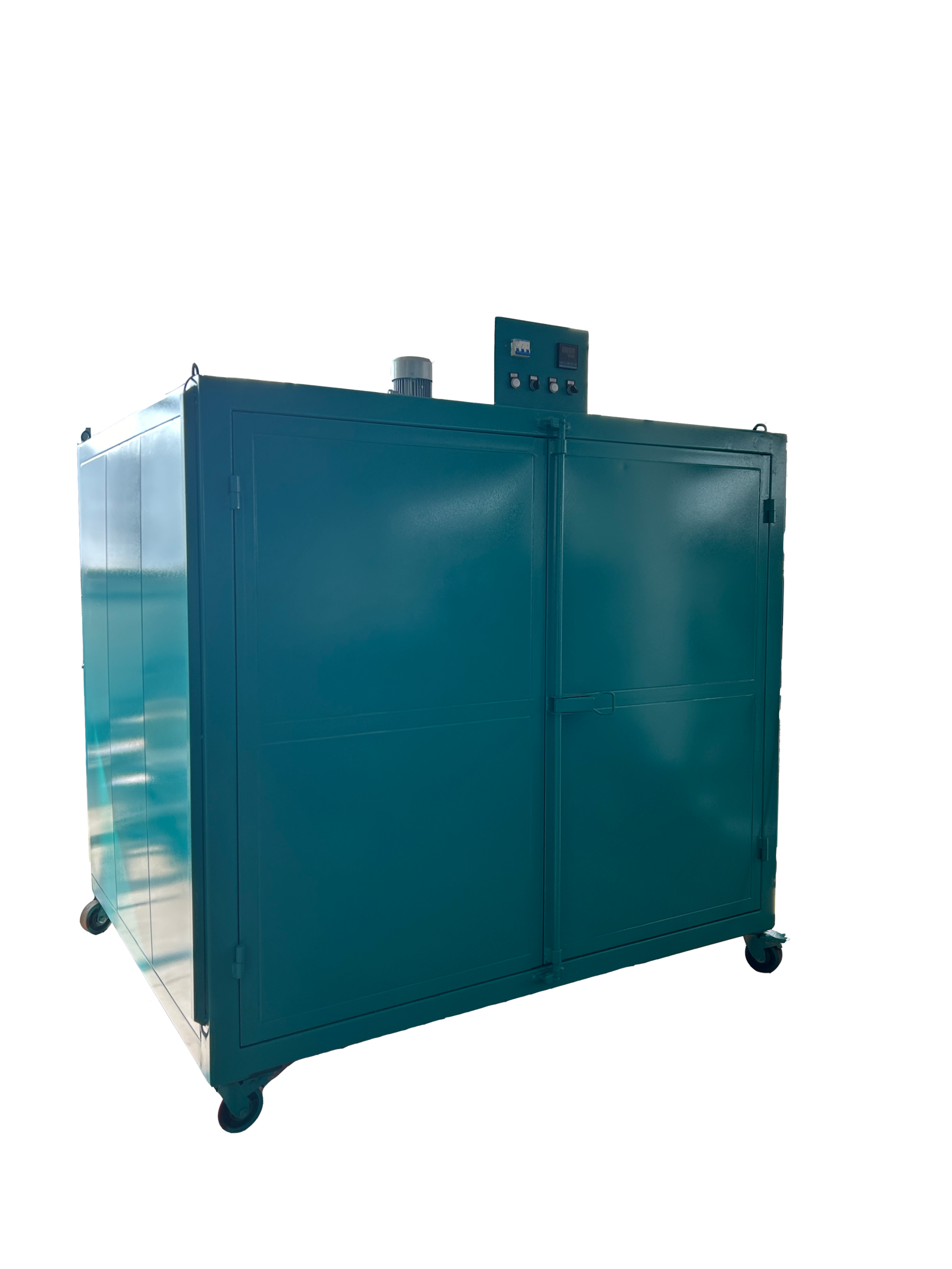 |
| 4 | 냉각기 | Standard Model | 1 | Provides water circulation cooling for the pouring head, extending mixing head working cycle; Ensures stable shoe sole quality; Optimized cooling for shoe material characteristics |  |
| 5 | Color Dosing Machine (Shoe Multi-color System) | CM-10L-SHOE | 1 | Color tank capacity: 10L, meets multi-color shoe production demands; PLC-controlled high-precision metering pump and color mixing valve; Automatic switching between various colors, supports gradient color design; Optimized for shoe multi-color design requirements |  |
| 6 | Robotic Arm Automatic Spraying System | SHOE 6-Axis | 1 | Automatically sprays release agent, uniform coverage on shoe mold surface; Improves production automation level; 6-axis flexibility for complex mold geometries |  |

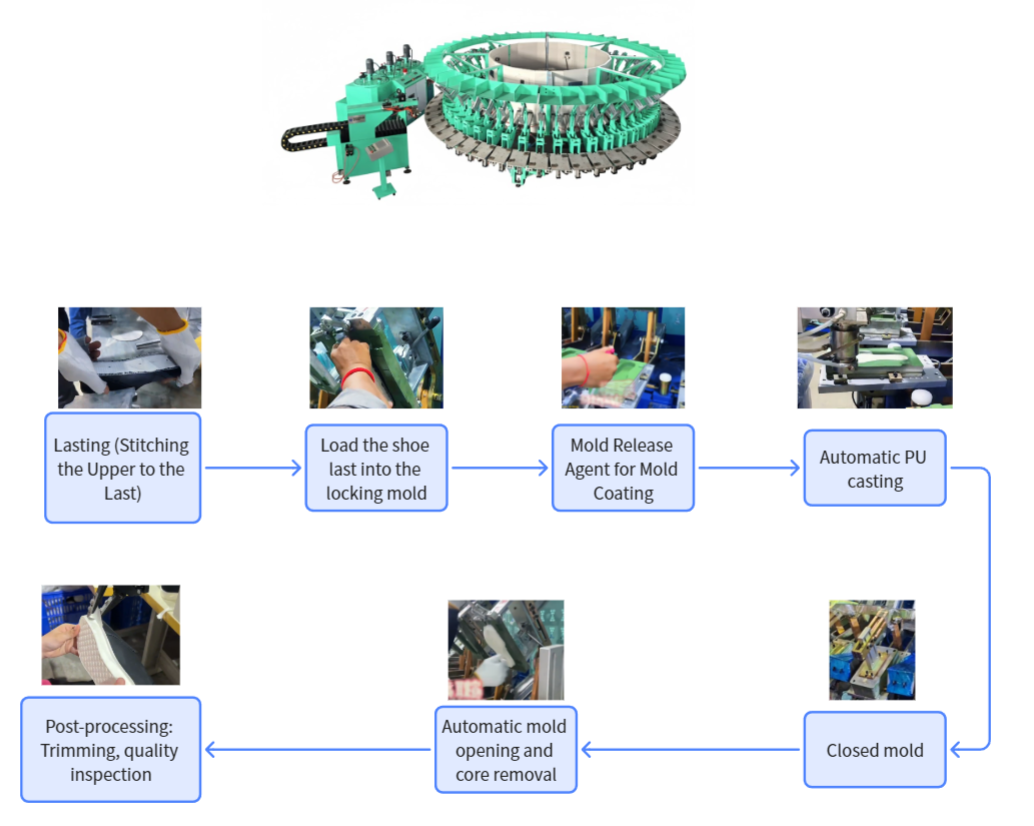
Integrated production line
Provide customized complete production lines covering all processes from raw material pretreatment to intelligent sorting. Core equipment adopts Haifeng's independently developed imported configuration, ensuring material mixing uniformity ≥98% and stable and reliable operation.
Customized adaptation
Rely on the CAD modeling and 3D printing capabilities of the Mechanical Design Research Institute to quickly produce customized molds and non-standard components, shortening the R&D cycle of new styles to 7-10 days.

Existing equipment transformation
Install Haifeng's intelligent temperature control, precision proportioning, and automated conveying modules to realize the transformation from solvent-based to solvent-free/water-based processes, reducing labor and raw material losses.

지능형 품질 검사
Equip Haifeng's independently developed integrated testing equipment, covering thickness, defect, bonding strength, and key performance tests. With an efficiency of ≥50 pairs per minute, defective products are automatically sorted out.

Real-time control
Adopt Haifeng's intelligent production control system to dynamically adjust parameters, controlling the defect rate at 2-3%; integrate environmental monitoring modules to achieve near-zero VOC emissions.

Certification support
Cooperate with authoritative testing institutions to assist in completing multi-standard certifications, providing technical parameters and sample support to help obtain CE and LA certifications and break through high-end market barriers.





