















| المنطقة | مقدمة مفصلة | مخطط الخطوة المقابلة |
|---|---|---|
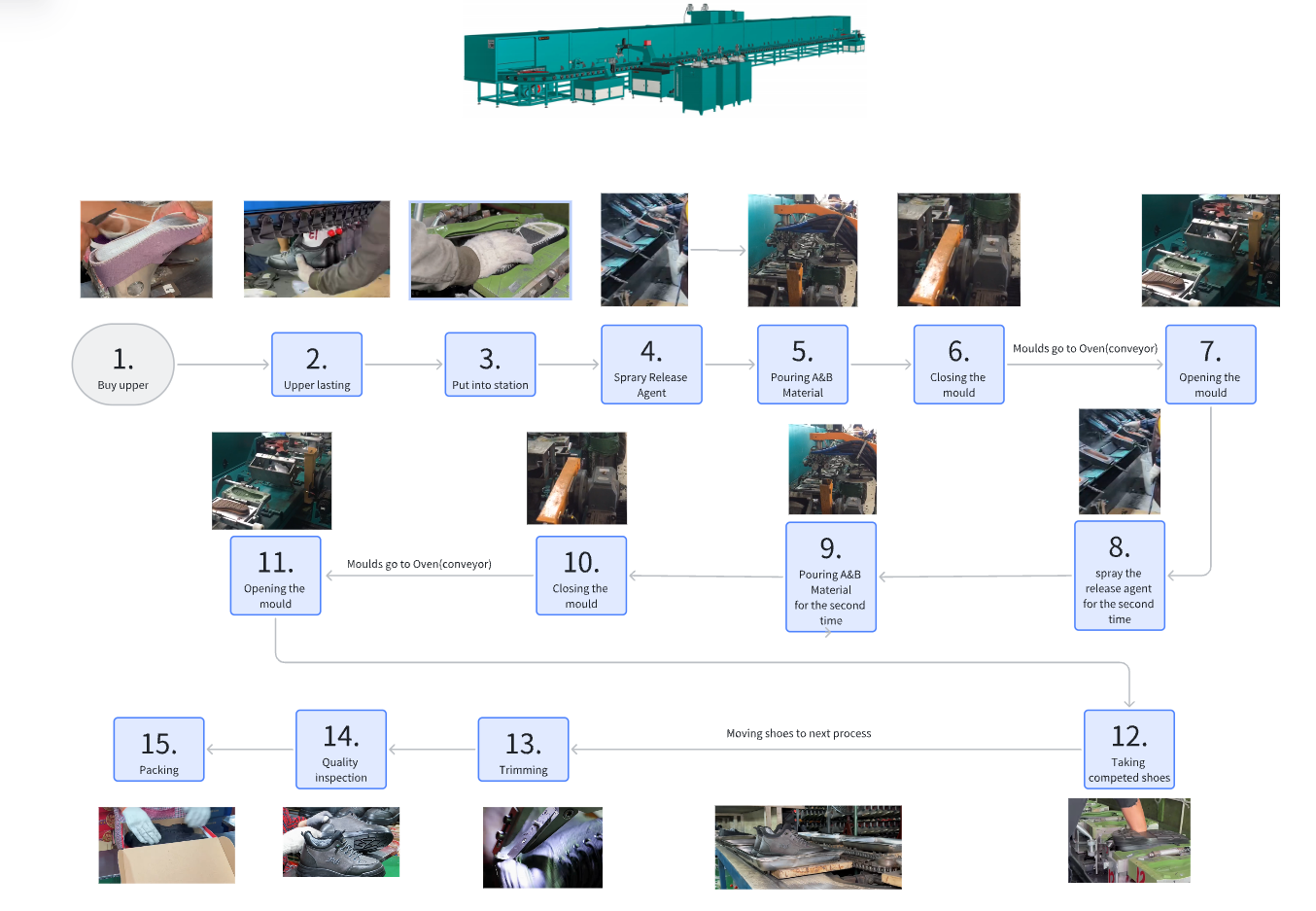
| 1 | Complete steps 1,2 and 3 in Figure 1. Place the fixed shoe upper into the specified mold |    |
| 2 | أكمل الخطوة 4 في الشكل 1 لرش عامل تحرير القالب |  |
| 3 | Complete step 5 in Figure 1. The caster pours the first material |  |
| 4 | أكمل الخطوة 6 في الشكل 1 لإغلاق القالب |  |
| 5 | The mold is sent into the oven for shaping for the first time |  |
| 6 | أكمل الخطوة 7 في الشكل 1 لفتح القالب. |  |
| 2 | Complete step 8 in Figure 1 and continue through region 2 for a second demolding agent spray | |
| 3 | Then complete step 9 as shown in the figure and pour the second material through the pouring machine in area 3 | |
| 4 | Continue to complete step 10 as shown in the figure and then close the mold after region 4 | |
| 5 | The mold is sent into the oven for molding for the second time | |
| 6 | Then follow step 11 in Figure 1 to open the mold | |
| 7 | Complete step 12 in Figure 1 to pick up the shoes and send them to the next process. Complete step 13,14 and 15 in Figure 1 to trim the shoes, check and accept the quality, and then package |    |
| الوظيفة: اختر أولاً القالب لصنع المنتج المواد الخام: سبائك الألومنيوم وسبائك الفولاذ Cr12MoV | قالب حذاء شاطئي/صندل شاطئي طول القالب حوالي 220-280 مم Width about 80-95mm Thickness about 15-30mm  | قوالب أحذية حماية العمال يبلغ طول القالب حوالي 250-350 مم Width about 90-110mm Thickness about 40-60mm  |
| الوظيفة: التسخين المسبق لفرن المواد الخام وتجفيف مادة AB الموديل: XHG×3×3-2.5، الحجم م³: 2.5 نطاق ضبط درجة الحرارة: 90 درجة مئوية وضع التحكم في درجة الحرارة: أوتوماتيكي الجهد المقدر فولت: 380 القدرة الكلية KW: 6.55 |  |
| الوظيفة: فتح القالب تلقائيًا الخامة: الفولاذ المقاوم للصدأ/الحديد خزانة كهربائية: وحدة تحكم منطقي قابلة للبرمجة (PLC)، ومرحلتان مؤازرتان وثلاثة أجهزة استشعار محرك: محرك سيرفو تيار متردد عزم الدوران المقدر: 5.39 الجهد المقدر فولت: 380 طاقة كيلوواط: 2 |  |
| الوظيفة: رش عامل الإطلاق تلقائيًا على بداية دورة العفن الموديل: SD7/900 SD7/900، العلامة التجارية: زينتيدا، نطاق العمل: 912 مم خزانة كهربائية: وحدة تحكم منطقي قابلة للبرمجة (PLC)، ومرحلتان مؤازرتان وثلاثة أجهزة استشعار سعة الحمولة: 7 كجم، الوزن: 35 كجم كيلوواط الطاقة: 1 (حسب اليد الميكانيكية المطلوبة) |  |
| الوظيفة: يتم سكب آلة الصب وفقًا للمعادلة (الكثافة الأحادية يتحقق الصب والصب المزدوج الكثافة) أقصى تدفق لحظي: 70 جم/ثانية، الجهد المقنن V: 380 دقة القياس: ± 0.5%، رقم طور الطاقة: 3 قياس نطاق ضبط سرعة المضخة، RPM: 30-150 سرعة الرأس الهجين، دورة في الدقيقة 8600±150 تردد إمداد الطاقة المقدّر، هرتز 50 يستخدم محرك مؤازر مع مخفض كوكبي خزانة كهربائية: نظام التحكم الكهربائي مادة الأسطوانة: فولاذ مقاوم للصدأ، سعة الأسطوانة: 120-220 (يمكن تخصيصها حسب طلب العميل) طاقة الماكينة الواحدة: 20.55 كيلوواط (مطلوب إمداد طاقة مستمر) | 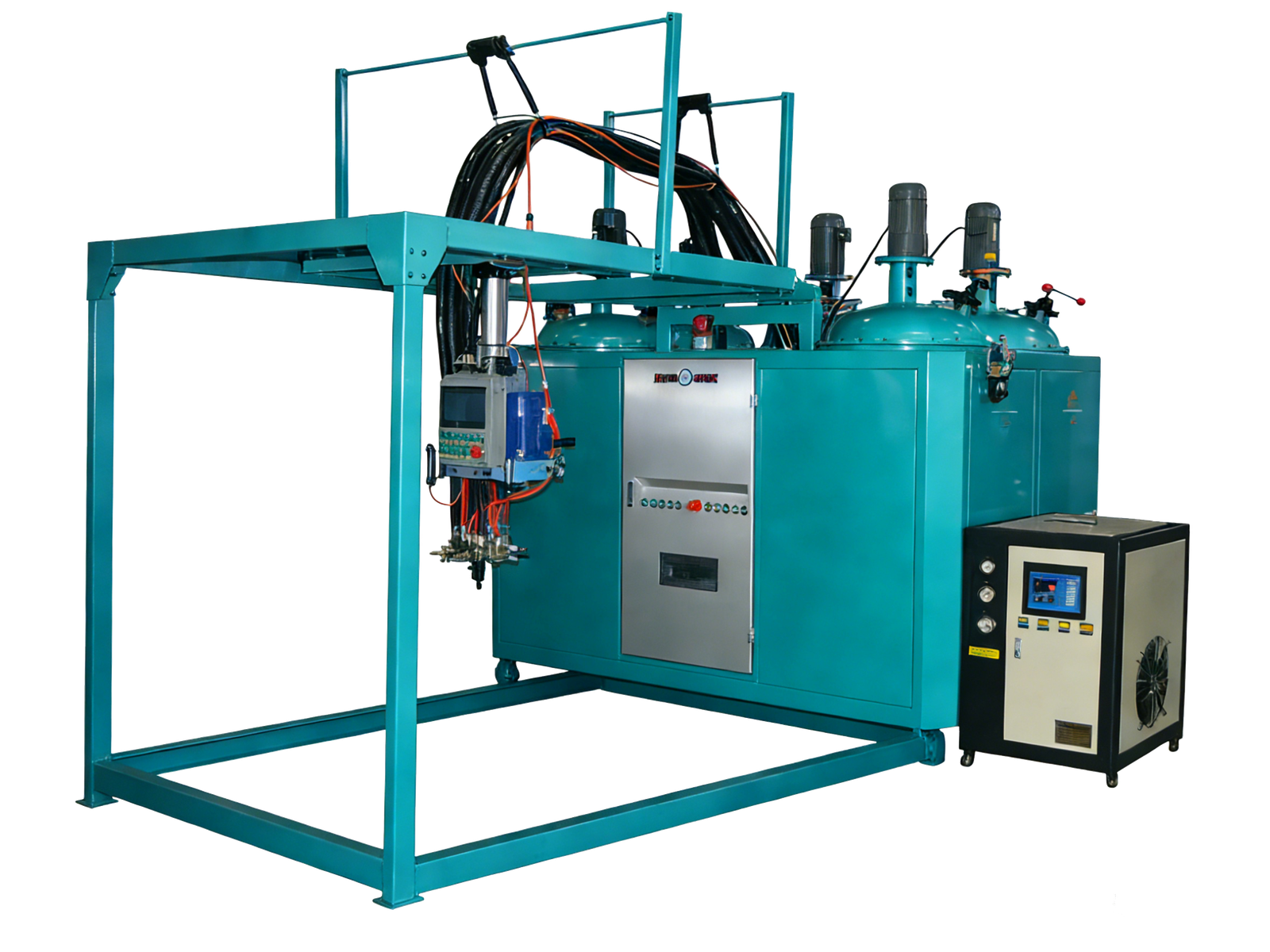 |
| الوظيفة: أدخل فرن المواد الخام في سرعة موحدة للنضج والتشكيل وأخيراً 1. إنتاج أحادي الكثافة (أخذ عينات القالب المفتوح) 2. إنتاج مزدوج الكثافة (القالب المفتوح، الصب الثاني, القالب المغلق، النضج، القالب المفتوح، أخذ العينات) مادة الخبز: الطبقة الخارجية من الحديد, الطبقة الداخلية من الفولاذ المقاوم للصدأ ثلاثة محركات غير متزامنة طراز YE3-80M1-4, الطاقة كيلوواط: 0.55، الجهد المقنن: 380 فولت نظام تسخين؛ يستخدم أنبوب مصباح الأشعة تحت الحمراء قطر الفرن رقم 7 (900 × 650 مم) (ملاحظة: الكمية والحجم يمكن اختياره وفقًا لحالة القالب) | |
| الوظيفة: تحمل عملية دورة السرعة الموحدة للقالب الأبعاد الخارجية: الطول الإجمالي حوالي 19 متراً مخفض التروس: الموديل KCW97RC67-F-543-240914K, نسبة الإرسال i: 543 العلامة التجارية: هوي شين الطاقة الإجمالية لخط الأنابيب كيلوواط: 45-55 كيلوواط | 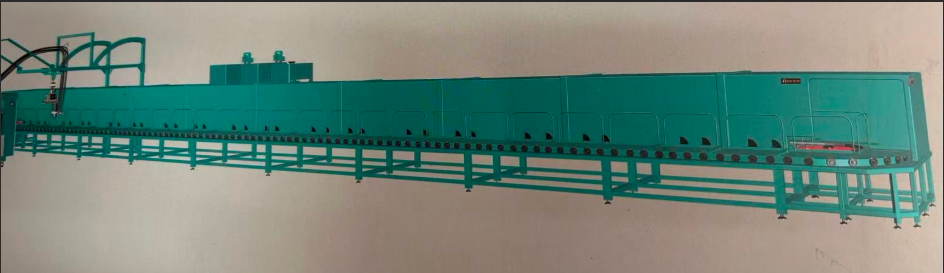 |
| الوظيفة: تُستخدم لتبريد رأس الصب و حجرة الخلط العلامة التجارية: KINGFIT، الموديل: QLB6FC/UUU سعة التبريد الاسمية كيلوواط: 6.02 الطاقة كيلوواط: 1.91 كيلوواط الفولطية/الفولتية المقدرة: 220 عدد الأزواج: 1 التردد/الهرتز: 50 المبرد: R22 1.2 كجم نسبة كفاءة الطاقة: 3.2 |  |
| الوظيفة: توفير التنظيف والتحكم في الصمامات مصدر الطاقة والتبريد للهواء المضغوط نظام وتبريد رأس الصب والتبريد (يلزم وجود مصدر طاقة مستمر) العلامة التجارية: ديزلان، مواصفات الطراز: DSR-30A قوة المحرك: 22 كيلوواط سعة العادم المقدرة/القصوى 1.0 ميجا باسكال حجم العادم: 3.2 متر مكعب في الدقيقة |  |

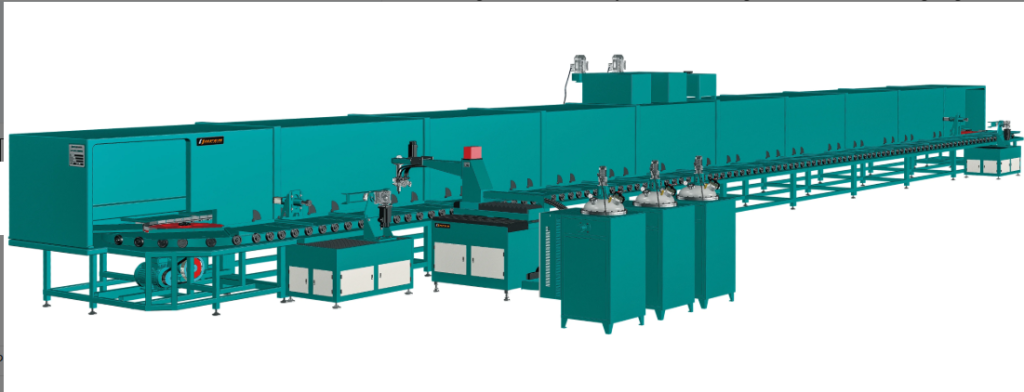
خط إنتاج متكامل
توفير خطوط إنتاج كاملة مخصصة تغطي جميع العمليات من المعالجة المسبقة للمواد الخام إلى الفرز الذكي. تعتمد المعدات الأساسية على التكوين المستورد المطور بشكل مستقل من Haifeng، مما يضمن توحيد خلط المواد ≥98% والتشغيل المستقر والموثوق.
تكييف مخصص حسب الطلب
يمكنك الاعتماد على قدرات النمذجة باستخدام التصميم بمساعدة الحاسوب والطباعة ثلاثية الأبعاد لمعهد بحوث التصميم الميكانيكي لإنتاج قوالب مخصصة ومكونات غير قياسية بسرعة، مما يقلل من دورة البحث والتطوير للأنماط الجديدة إلى 7-10 أيام.

تحويل المعدات الحالية
قم بتركيب وحدات التحكم الذكي في درجة الحرارة والتناسب الدقيق والنقل الآلي من Haifeng لتحقيق التحول من العمليات القائمة على المذيبات إلى العمليات الخالية من المذيبات/المياه/المياه مما يقلل من العمالة وخسائر المواد الخام.

فحص الجودة الذكي
تجهيز معدات الاختبار المتكاملة التي طورتها Haifeng بشكل مستقل، والتي تغطي اختبارات السُمك والعيوب وقوة الترابط واختبارات الأداء الرئيسية. وبكفاءة ≥50 زوجًا في الدقيقة، يتم فرز المنتجات المعيبة تلقائيًا.

التحكم في الوقت الحقيقي
اعتماد نظام التحكم الذكي في الإنتاج من Haifeng لضبط المعلمات ديناميكيًا، والتحكم في معدل الخلل في 2-3%؛ دمج وحدات المراقبة البيئية لتحقيق انبعاثات قريبة من الصفر من المركبات العضوية المتطايرة.

دعم التصديق
التعاون مع مؤسسات الاختبار الموثوقة للمساعدة في استكمال شهادات متعددة المعايير، وتوفير المعايير الفنية ودعم العينات للمساعدة في الحصول على شهادات CE وLA واختراق حواجز السوق الراقية.





