















| Area | detailed introduction | Corresponding step diagram |
|---|---|---|
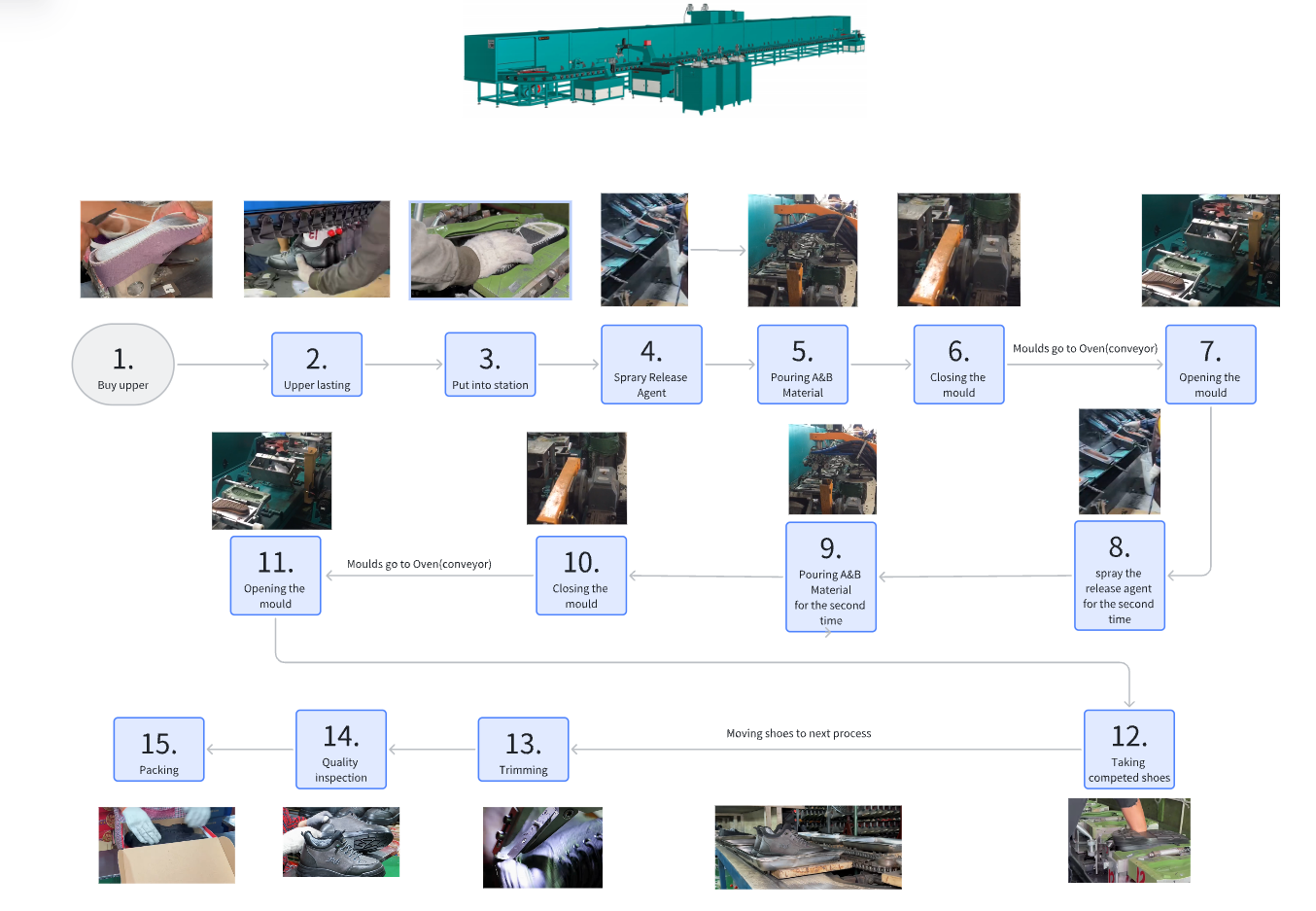
| 1 | Complete steps 1,2 and 3 in Figure 1. Place the fixed shoe upper into the specified mold |    |
| 2 | Complete step 4 in Figure 1 to spray the mold release agent |  |
| 3 | Complete step 5 in Figure 1. The caster pours the first material |  |
| 4 | Complete step 6 in Figure 1 to close the mold |  |
| 5 | The mold is sent into the oven for shaping for the first time |  |
| 6 | Complete step 7 in Figure 1 to open the mold |  |
| 2 | Complete step 8 in Figure 1 and continue through region 2 for a second demolding agent spray | |
| 3 | Then complete step 9 as shown in the figure and pour the second material through the pouring machine in area 3 | |
| 4 | Continue to complete step 10 as shown in the figure and then close the mold after region 4 | |
| 5 | The mold is sent into the oven for molding for the second time | |
| 6 | Then follow step 11 in Figure 1 to open the mold | |
| 7 | Complete step 12 in Figure 1 to pick up the shoes and send them to the next process. Complete step 13,14 and 15 in Figure 1 to trim the shoes, check and accept the quality, and then package |    |
| Function: First choose the mold to make the product Raw materials: aluminum alloy, Cr12MoV alloy tool steel | Beach shoes/ sandals mould The mold length is about 220-280mm Width about 80-95mm Thickness about 15-30mm  | Labour protection shoe moulds The mold length is about 250-350mm Width about 90-110mm Thickness about 40-60mm  |
| Function: Raw material oven preheating and drying AB material Model: XHG×3-2.5, volume m³: 2.5 Temperature set range: 90℃ Temperature control mode: automatic Rated voltage V: 380 Overall power KW: 6.55 |  |
| Function: automatically open the mold Material: Stainless steel/iron Electrical cabinet: one PLC, two servo relays and three sensors Motor: AC servo motor Rated torque: 5.39 Rated voltage V: 380 Power KW: 2 |  |
| Function: automatically spray release agent at the beginning of the mold cycle Model: SD7/900, brand: Xintida, working range: 912MM Electrical cabinet: one PLC, two servo relays and three sensors Load capacity: 7KG, weight: 35KG Power KW: 1 (depending on the mechanical hand required) |  |
| Function: the pouring machine is poured according to the formula (single density pouring and double density pouring are realized) Maximum instantaneous flow: 70g/s, rated voltage V: 380 Measurement accuracy: ±0.5%, power phase number: 3 Measuring pump speed adjustment range, RPM: 30-150 Hybrid head speed, RPM: 8600±150 Rated power supply frequency, Hz: 50 Servo motor is used with planetary reducer Electrical cabinet: Electrical control system Cylinder material: stainless steel, cylinder capacity: 120-220 (can be customized according to customer demand) Power of a single machine: 20.55KW (continuous power supply is required) | 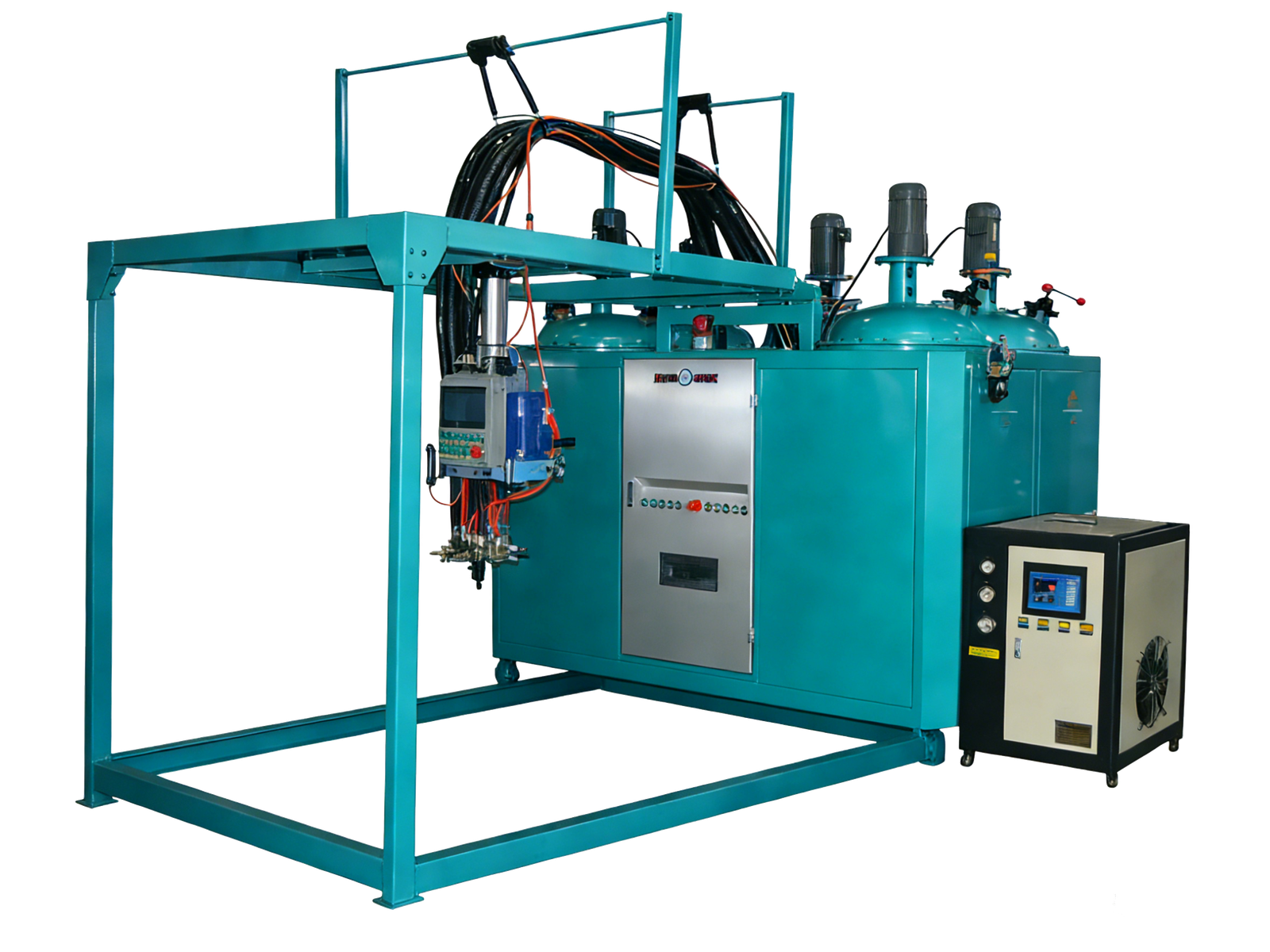 |
| Function: enter the raw material oven at a uniform speed for maturation and shaping Finally: 1. Single density production (open mold sampling) 2. Double density production (open mold, second pouring, close mold, maturation, open mold, sampling) Baking material: the outer layer is iron, the inner layer is stainless steel Three asynchronous motors: YE3-80M1-4 model, power KW: 0.55, rated voltage: 380V Heating system; infrared lamp tube is used No.7 oven diameter (900×650mm) (Note: the quantity and size can be selected according to the mold situation) | |
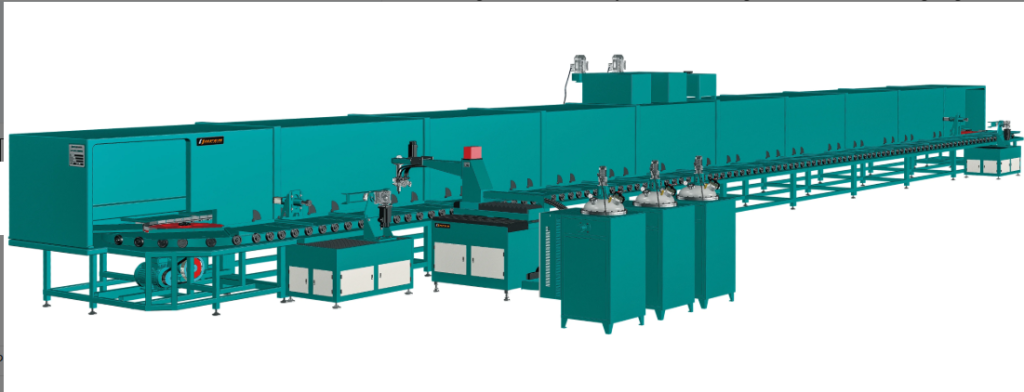
| Function: carry the mold uniform speed cycle operation External dimensions: The total length is about 19 meters Gear reducer: Model KCW97RC67-F-543-240914K, transmission ratio i: 543 Brand: Hui Xin Total power of pipeline KW: 45-55 | 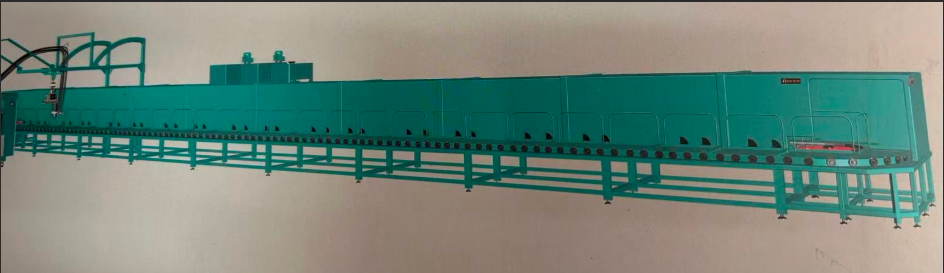 |
| Function: used for cooling the pouring head and mixing chamber Brand: KINGFIT, Model: QLB6FC/UU Nominal cooling capacity KW: 6.02 Power KW:1.91KW Rated voltage/V: 220 Number of pairs: 1 Frequency/Hz: 50 Refrigerant: R22 1.2kg Energy efficiency ratio: 3.2 |  |
| Function: Cleaning and valve control provide power and cooling source for pneumatic system and pouring head cooling (Continuous power supply required) Brand: Deslan, model specification: DSR-30A Motor power: 22KW Rated/maximum exhaust capacity 1.0Mpa Exhaust volume: 3.2 cubic meters per minute |  |

Integrated production line
Provide customized complete production lines covering all processes from raw material pretreatment to intelligent sorting. Core equipment adopts Haifeng's independently developed imported configuration, ensuring material mixing uniformity ≥98% and stable and reliable operation.
Customized adaptation
Rely on the CAD modeling and 3D printing capabilities of the Mechanical Design Research Institute to quickly produce customized molds and non-standard components, shortening the R&D cycle of new styles to 7-10 days.

Existing equipment transformation
Install Haifeng's intelligent temperature control, precision proportioning, and automated conveying modules to realize the transformation from solvent-based to solvent-free/water-based processes, reducing labor and raw material losses.

Intelligent quality inspection
Equip Haifeng's independently developed integrated testing equipment, covering thickness, defect, bonding strength, and key performance tests. With an efficiency of ≥50 pairs per minute, defective products are automatically sorted out.

Real-time control
Adopt Haifeng's intelligent production control system to dynamically adjust parameters, controlling the defect rate at 2-3%; integrate environmental monitoring modules to achieve near-zero VOC emissions.

Certification support
Cooperate with authoritative testing institutions to assist in completing multi-standard certifications, providing technical parameters and sample support to help obtain CE and LA certifications and break through high-end market barriers.





