














| Step | Detailed Description | Corresponding Step Image |
|---|---|---|
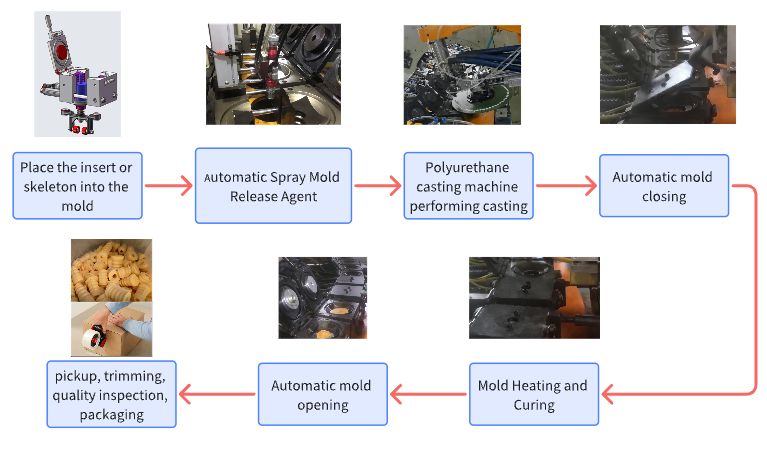
| 1 | Place inserts or skeletons into the mold | 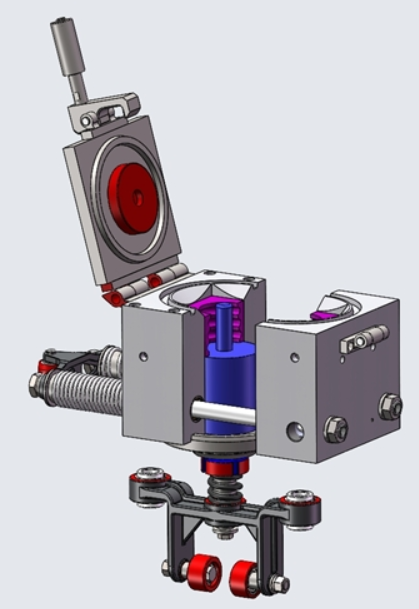 |
| 2 | Automatically spray release agent (If the mold cavity is complex, manual touch-up with a spray gun may be required) |  |
| 3 | Polyurethane pouring machine automatically pours | 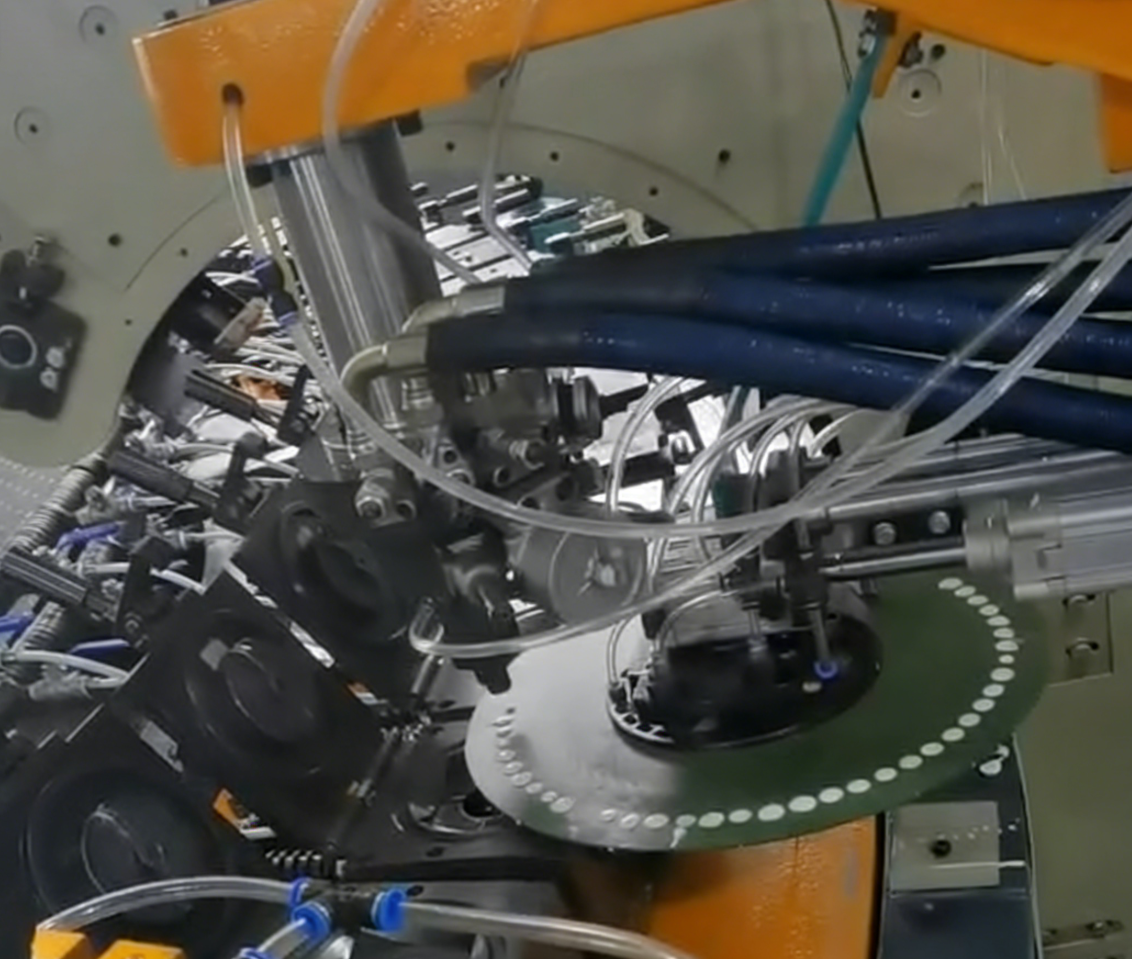 |
| 4 | Mold automatically closes |  |
| 5 | Setting and curing | 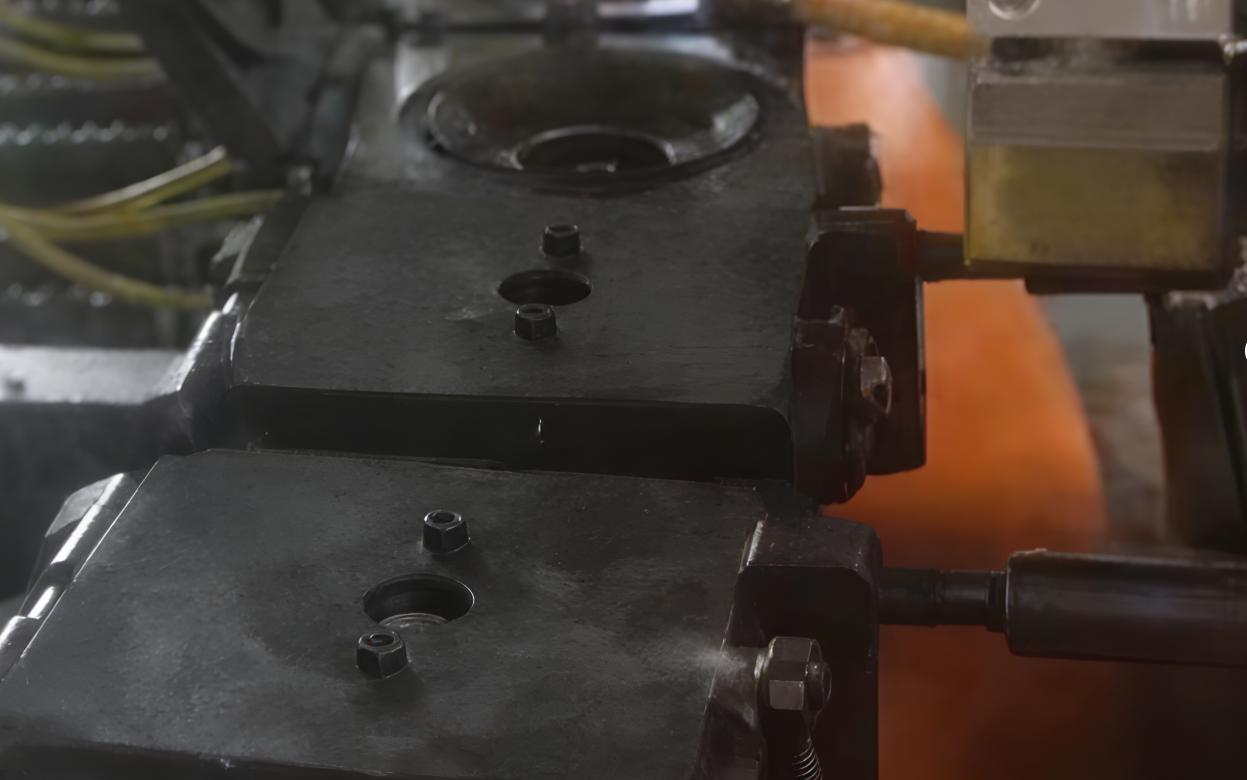 |
| 6 | Mold automatically opens | 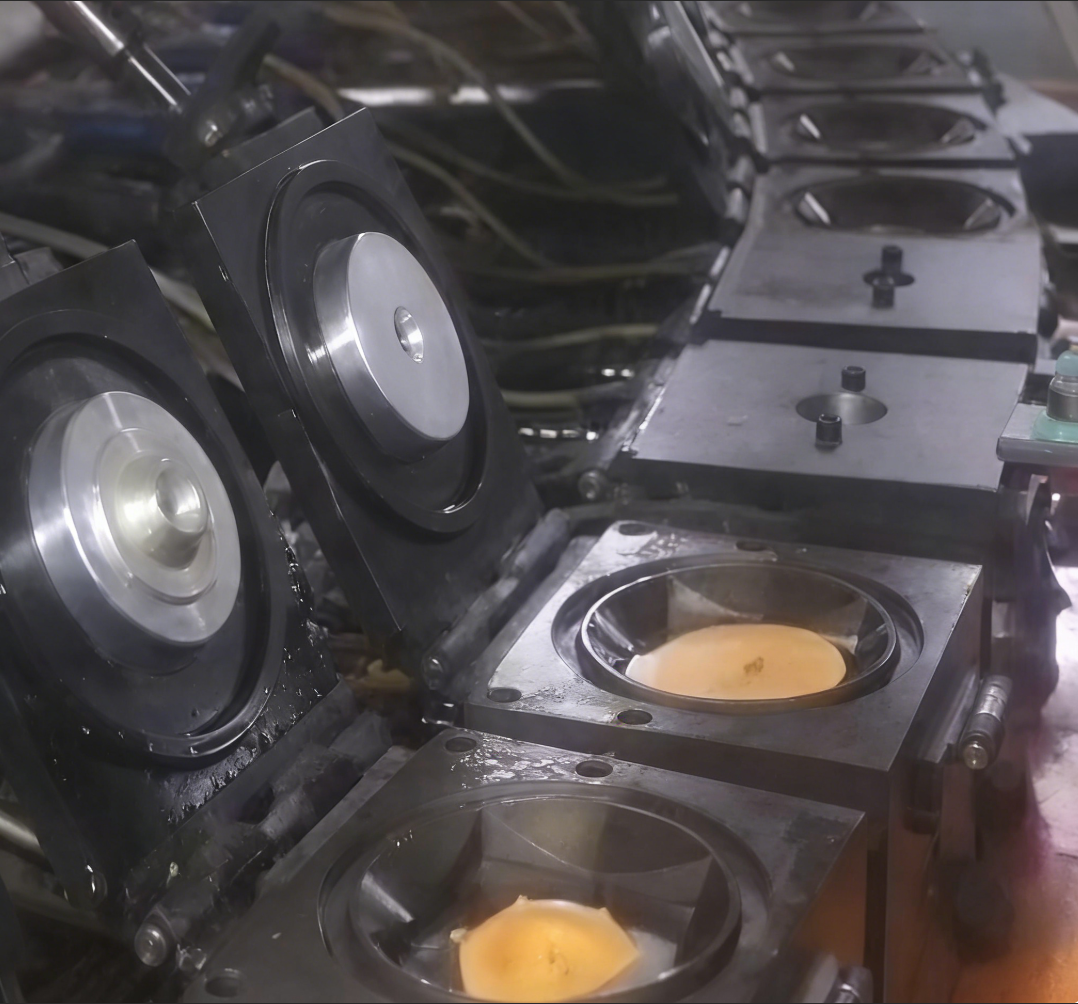 |
| 7 | Part removal, trimming, quality inspection, packaging |   |
| Function: First select the mold for the product to be manufactured (standard mold). Materials: Aluminum alloy, Cr12MoV alloy, tool steel. The mold measures approximately 90 mm in length, 90 mm in width and 146 mm in thickness. | |
| Function: Raw material oven for preheating and drying of AB material. Model: XHG×3-2.5; Volume: 2.5 m³; Temperature range: 90°C; Temperature control mode: Automatic; Total power: 6.55 kW. |  |
| Function: Automatic mold opening and closing Power (KW): 2 | 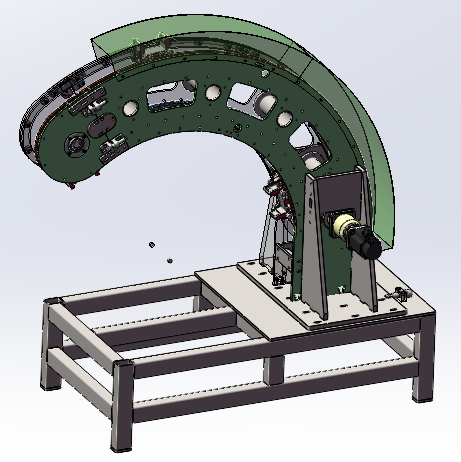 |
| Function: Automatic application of release agent before mold pouring | |
| Function: When the cavity is relatively complex, manual supplementary spraying may be required. |  |
| Function: The casting machine performs casting based on the selected formula. Maximum instantaneous flow rate: 40 g/s, rated voltage V: 380 V | |
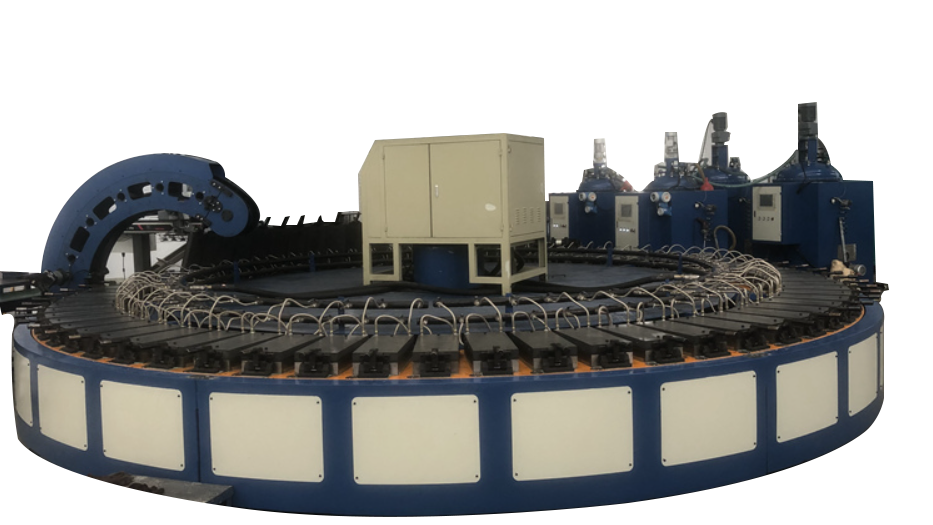
| Function: Supports the mold's uniform cyclic operation. Total power of the production line: approximately 85 kW. | |
| Function: Cooling power for the pouring head and mixing chamber kW: 1.91 kW |  |
| Functions: Cleaning and valve control provide power and cooling source pressure for the pneumatic system and nozzle cooling (requires continuous power supply). Power: 22 kW |  |

خط إنتاج متكامل
توفير خطوط إنتاج كاملة مخصصة تغطي جميع العمليات من المعالجة المسبقة للمواد الخام إلى الفرز الذكي. تعتمد المعدات الأساسية على التكوين المستورد المطور بشكل مستقل من Haifeng، مما يضمن توحيد خلط المواد ≥98% والتشغيل المستقر والموثوق.
تكييف مخصص حسب الطلب
يمكنك الاعتماد على قدرات النمذجة باستخدام التصميم بمساعدة الحاسوب والطباعة ثلاثية الأبعاد لمعهد بحوث التصميم الميكانيكي لإنتاج قوالب مخصصة ومكونات غير قياسية بسرعة، مما يقلل من دورة البحث والتطوير للأنماط الجديدة إلى 7-10 أيام.

تحويل المعدات الحالية
قم بتركيب وحدات التحكم الذكي في درجة الحرارة والتناسب الدقيق والنقل الآلي من Haifeng لتحقيق التحول من العمليات القائمة على المذيبات إلى العمليات الخالية من المذيبات/المياه/المياه مما يقلل من العمالة وخسائر المواد الخام.

فحص الجودة الذكي
تجهيز معدات الاختبار المتكاملة التي طورتها Haifeng بشكل مستقل، والتي تغطي اختبارات السُمك والعيوب وقوة الترابط واختبارات الأداء الرئيسية. وبكفاءة ≥50 زوجًا في الدقيقة، يتم فرز المنتجات المعيبة تلقائيًا.

التحكم في الوقت الحقيقي
اعتماد نظام التحكم الذكي في الإنتاج من Haifeng لضبط المعلمات ديناميكيًا، والتحكم في معدل الخلل في 2-3%؛ دمج وحدات المراقبة البيئية لتحقيق انبعاثات قريبة من الصفر من المركبات العضوية المتطايرة.

دعم التصديق
التعاون مع مؤسسات الاختبار الموثوقة للمساعدة في استكمال شهادات متعددة المعايير، وتوفير المعايير الفنية ودعم العينات للمساعدة في الحصول على شهادات CE وLA واختراق حواجز السوق الراقية.





