














| Step | Detailed Description | Corresponding Step Image |
|---|---|---|
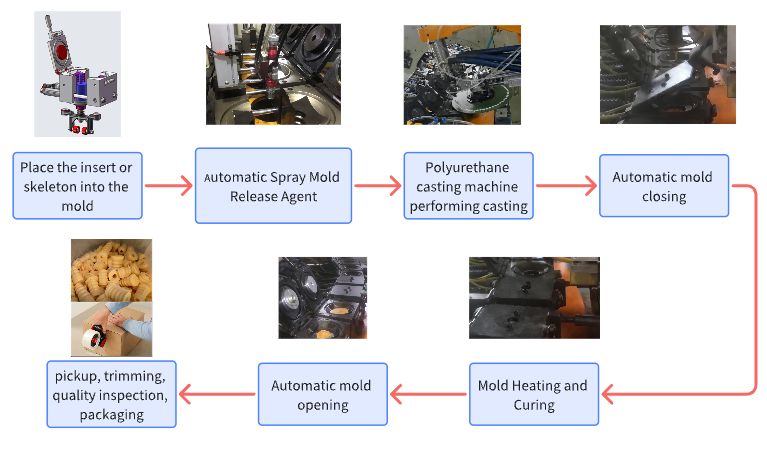
| 1 | Place inserts or skeletons into the mold | 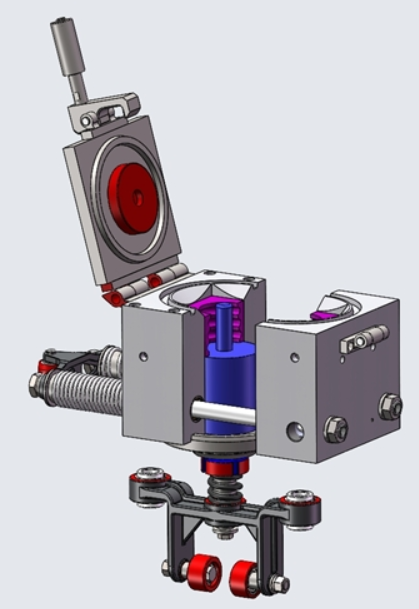 |
| 2 | Automatically spray release agent (If the mold cavity is complex, manual touch-up with a spray gun may be required) |  |
| 3 | Polyurethane pouring machine automatically pours | 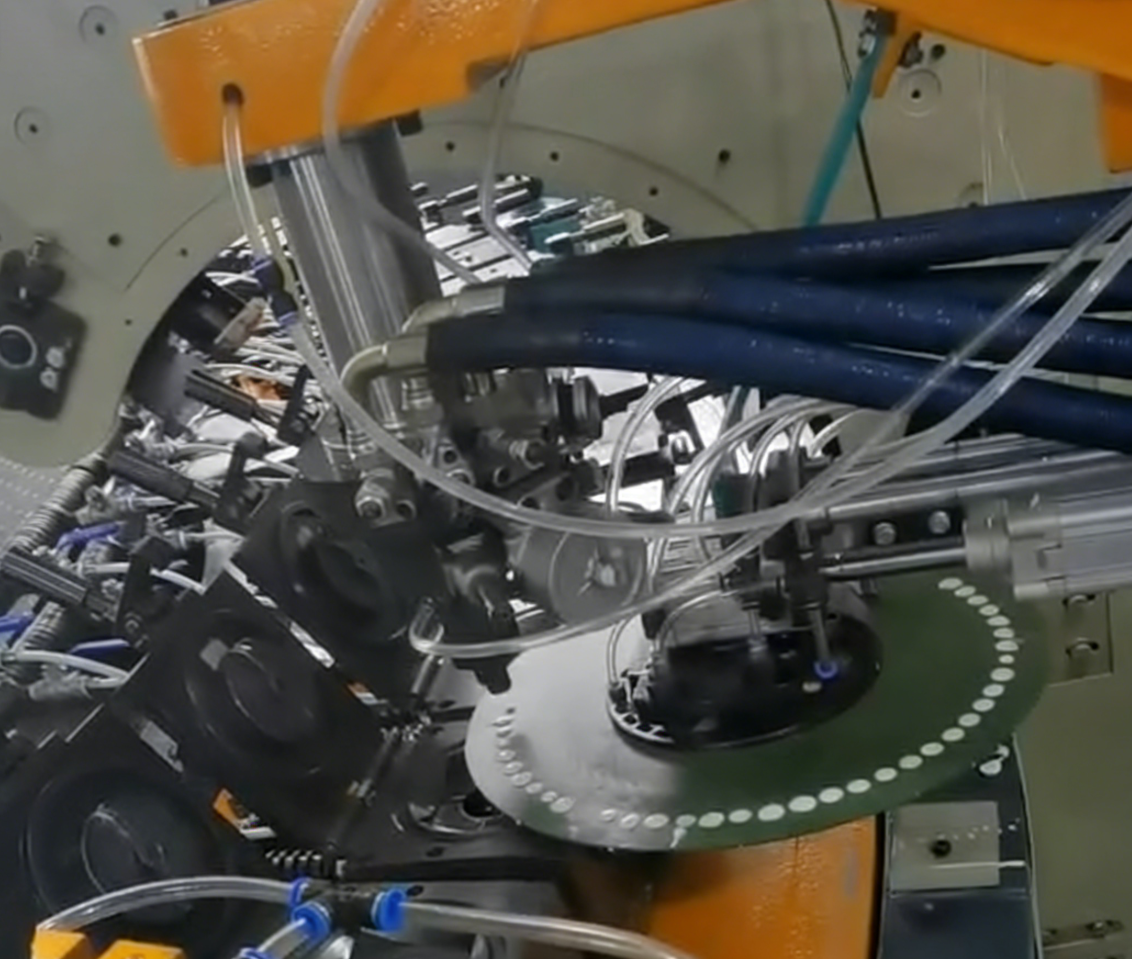 |
| 4 | Mold automatically closes |  |
| 5 | Setting and curing | 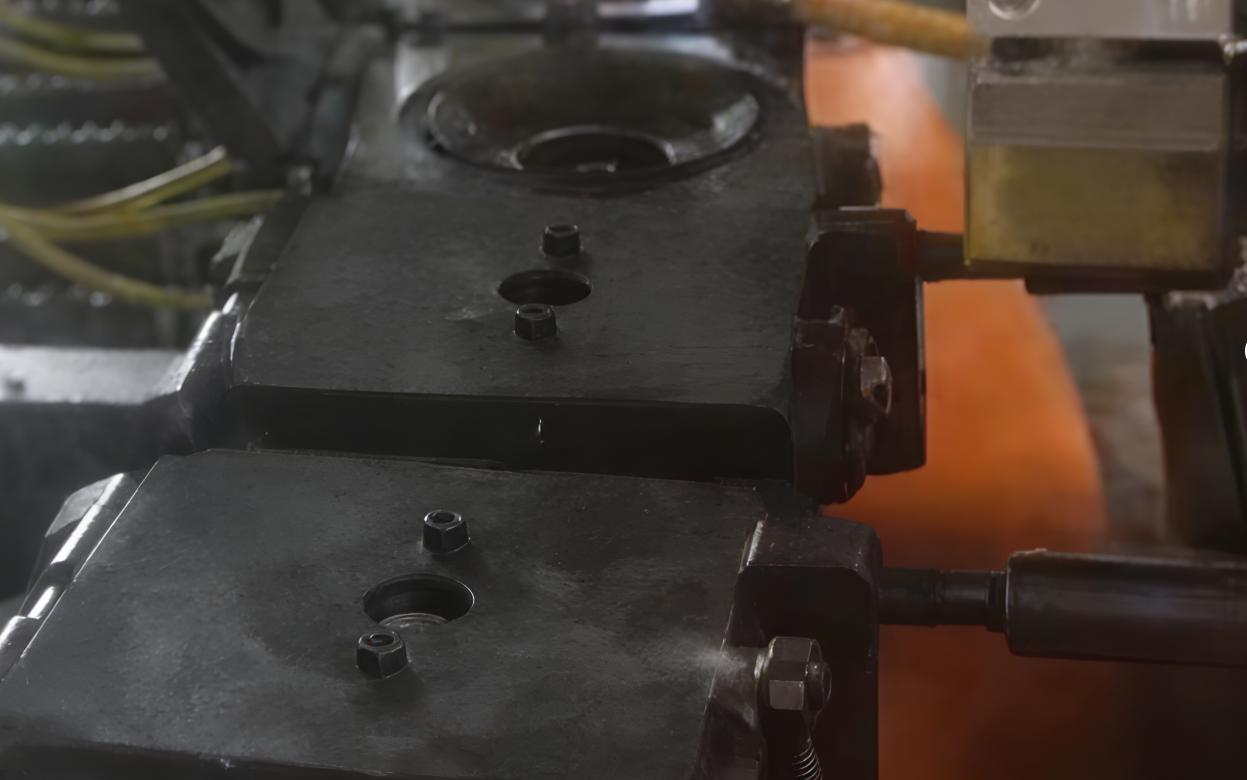 |
| 6 | Mold automatically opens | 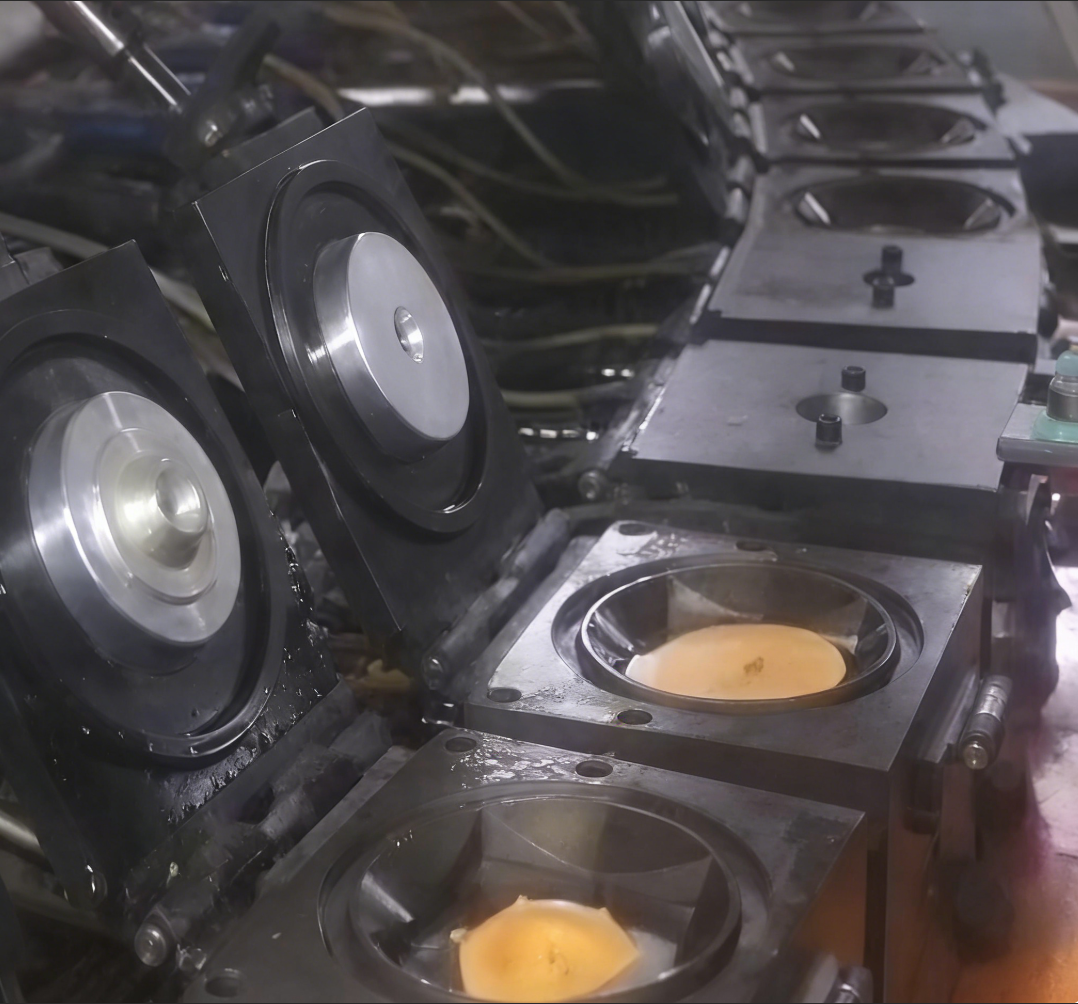 |
| 7 | Part removal, trimming, quality inspection, packaging |   |
| Function: First select the mold for the product to be manufactured (standard mold). Materials: Aluminum alloy, Cr12MoV alloy, tool steel. The mold measures approximately 90 mm in length, 90 mm in width and 146 mm in thickness. | |
| Function: Raw material oven for preheating and drying of AB material. Model: XHG×3-2.5; Volume: 2.5 m³; Temperature range: 90°C; Temperature control mode: Automatic; Total power: 6.55 kW. |  |
| Function: Automatic mold opening and closing Power (KW): 2 | 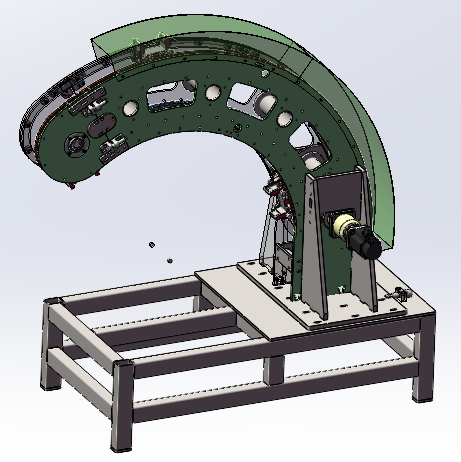 |
| Function: Automatic application of release agent before mold pouring | |
| Function: When the cavity is relatively complex, manual supplementary spraying may be required. |  |
| Function: The casting machine performs casting based on the selected formula. Maximum instantaneous flow rate: 40 g/s, rated voltage V: 380 V | |
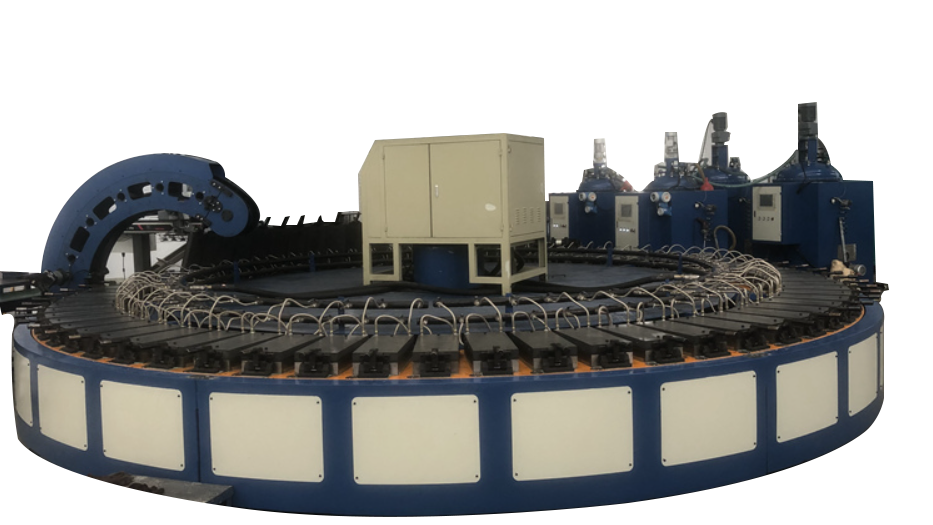
| Function: Supports the mold's uniform cyclic operation. Total power of the production line: approximately 85 kW. | |
| Function: Cooling power for the pouring head and mixing chamber kW: 1.91 kW |  |
| Functions: Cleaning and valve control provide power and cooling source pressure for the pneumatic system and nozzle cooling (requires continuous power supply). Power: 22 kW |  |

Integrated production line
Provide customized complete production lines covering all processes from raw material pretreatment to intelligent sorting. Core equipment adopts Haifeng's independently developed imported configuration, ensuring material mixing uniformity ≥98% and stable and reliable operation.
Customized adaptation
Rely on the CAD modeling and 3D printing capabilities of the Mechanical Design Research Institute to quickly produce customized molds and non-standard components, shortening the R&D cycle of new styles to 7-10 days.

Existing equipment transformation
Install Haifeng's intelligent temperature control, precision proportioning, and automated conveying modules to realize the transformation from solvent-based to solvent-free/water-based processes, reducing labor and raw material losses.

Intelligent quality inspection
Equip Haifeng's independently developed integrated testing equipment, covering thickness, defect, bonding strength, and key performance tests. With an efficiency of ≥50 pairs per minute, defective products are automatically sorted out.

Real-time control
Adopt Haifeng's intelligent production control system to dynamically adjust parameters, controlling the defect rate at 2-3%; integrate environmental monitoring modules to achieve near-zero VOC emissions.

Certification support
Cooperate with authoritative testing institutions to assist in completing multi-standard certifications, providing technical parameters and sample support to help obtain CE and LA certifications and break through high-end market barriers.





