












Cold Bonding Sandal PU Production Line Solution & Guide
This mature and cost-effective turnkey system is provided by Haifeng Polyurethane Machinery. It adopts the classic cold bonding process, producing soles separately then bonding with uppers via adhesive. Featuring flexible production, low investment and wide product compatibility, it is ideal for small-to-medium batch sandal and casual shoe manufacturers.
Documento técnico | Junho de 2026 Haifeng Machinery


Basic Project Parameters
| Item | Detailed Specification |
|---|---|
| Raw Material System | Two-component PU: Polyol (A) : Isocyanate (B) = 100 : 40 ~ 70 Preheating temperature: 60 ~ 70℃ (Special drying oven required) |
| Auxiliary Materials | Release agent, pigment, Methylene Chloride (mixing head cleaning), DOP (tank cleaning) |
| Casting Performance | Max instantaneous flow: 70 g/s Metering accuracy: ±0.5% |
| Sistema de controlo | HMI manual / semi-automatic control, support multi-formula storage |
| Standard Color | Industrial standard color |
| Applicable Product | Beach shoes, sandals (Cold bonding process) |
Core Process Advantages
The cold bonding process separates sole production and upper bonding: PU soles are molded and cured first, then bonded with pre-cut uppers via adhesive. This mature technology offers:
- Low initial investment and flexible production scheduling
- Compatible with various upper materials (fabric, leather, synthetic leather)
- Easy mold replacement, suitable for multi-style small-batch production
- Simple operation and low maintenance cost
Complete Production Process
| Sequence | Procedure | Detailed Description | Picture |
|---|---|---|---|
| 1 | Upper Cutting | Cut raw materials into standard upper shapes |  |
| 2 | Upper Finishing | Trim edges and punch holes as required |  |
| 3 | Sole Preparation | Mold Preparation |  |
| Robot Spraying Release Agent |  |
||
| PU Casting |  |
||
| Mold Closure |  |
||
| Enter Curing Tunnel |  |
||
| 4 | Sole Demolding | Open mold and take out fully cured PU soles |  |
| 5 | Adhesive Application | Apply adhesive evenly on both sole and upper bonding surfaces |



|
| 6 | Press Bonding | Align sole and upper accurately, then press firmly |  |
| 7 | Final Finishing | Trim excess glue, quality inspection and packaging |  |

Cold bonding sandal production process flow
Full Equipment List
| Equipment Name | Quantity | Overall Size (mm) | Core Parameters | Picture |
|---|---|---|---|---|
| Hydraulic Cutting Machine | 1 set | Customizable | Cutting force 25~100T, power 3~7.5KW | |
| CNC Pneumatic Cutting Machine | 1 set | Customizable | Feeding accuracy ±0.1mm, power 2.2~7.5KW |  |
| Raw Material Drying Oven | 1 set | 1700×1360×2050 | Volume 2.5m³, max temp 90℃, power 6.55KW |  |
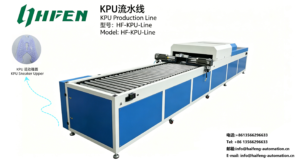
| Automatic Conveyor Line | 1 set | 19000×2000×2200 | Total power 45~55KW |  |
| Automatic Release Agent Spraying Robot | 1 set | 750×750×1500 | Load 7KG, power 1KW | |
| Special PU Sole Casting Machine | 1 set | 2200×1400×2200 | Max flow 70g/s, accuracy ±0.5%, power 20.55KW | |
| Mold Opening & Closing Unit | 2 sets | 1300×1000×1000 | Servo motor, power 2KW |  |
| Curing Tunnel | 1 set | 2000×1150×1000 | Stainless steel interior, power 0.55KW | |
| Air Compressor & Air Tank | 1 set | 1800×1000×2000 | Power 22KW, exhaust 3.2m³/min |  |
| Industrial Chiller | 1 set | 900×600×1100 | Cooling capacity 6.02KW, power 1.91KW |  |
| Release Agent & Cleaning Tank | 2 sets | 300×300×1000 | Store release agent and cleaning solvent | |
| Adhesive Coating Machine / Table | 1 set | Customizable | Manual or automatic adhesive application | |
| Bonding Press Machine | 1 set | Customizable | Pressing time 1~99s adjustable, power 0.2~3.75KW | |
| Finishing Line | 1 set | Customizable | Edge trimming, inspection and packaging | |
| Edge Trimmer | 1 set | Customizable | Finished product edge trimming |  |
| Raw Material Mixer | 1 set | Customizable | Mix PU A/B components evenly |  |
Production Capacity & Efficiency
| Production Index | Data | Remark |
|---|---|---|
| Single Cycle Time | 8 ~ 9 minutes per pair | Including sole curing and bonding process |
| 8-hour Shift Output | 1600 ~ 1800 pairs | Theoretical value |
| 16-hour Daily Output | 3200 ~ 3600 pairs | Theoretical value |
| Actual Production Capacity | 80% ~ 90% of theoretical value | Affected by operator proficiency & equipment maintenance |
Workshop & Operating Requirements
| Item | Standard Requirement |
|---|---|
| Workshop Space | Flat floor, overall size about 25m × 8m |
| Ambient Condition | Temperature ≤40℃, No condensation |
| Power Supply | 3×380V ±5%, 50Hz, reliable grounding Total installed power: about 85 KW |
| Compressed Air | 0.7 ~ 0.8 MPa, dry & oil-free |
| Cooling Water | Clean water, Temperature ≤15℃, Flow ≥6 m³/h |
| Operators | 4 ~ 5 trained workers (Cutting / Coating / Bonding / Trimming) |
Power & Resource Consumption
| Consumption Item | Parâmetro |
|---|---|
| Total Installed Power | About 85 KW |
| Compressed Air Consumption | 0.5 ~ 0.7 m³/min |
| Cooling Water Circulation | 5 ~ 6 m³/h, Water temp ≤15℃ |
Common Defects & Troubleshooting
| Defect Phenomenon | Root Cause | Solution |
|---|---|---|
| Poor bonding strength | Insufficient surface treatment / Uneven adhesive | Strengthen surface roughening; Standardize adhesive application |
| Sole bubble defects | Raw material moisture / Insufficient mixing | Seal material tanks; Calibrate mixing speed |
| Glue overflow | Excessive adhesive / Misalignment | Control adhesive dosage; Align sole and upper accurately |
| Incomplete sole curing | Low oven temperature / Short curing time | Adjust heating parameters & conveyor speed |
Optional Upgrades & Customization
- Automatic adhesive spraying robot
- Automatic upper feeding system
- MES production data management system
- Explosion-proof configuration for adhesive workshop
- Voltage & frequency customization for global markets
- Multi-station rotary bonding press
Packaging & Transportation
- Overall Volume: Fit into 1 × 40GP container
- Total Weight: 8 ~ 12 tons
- Export Package: Rainproof film + Wooden pallet / Iron frame, comply with international sea transportation standards
- Production Lead Time: 25 ~ 30 working days after deposit
After-Sales Service
- Provide complete technical documents: Operation manual, electrical drawings, workshop layout drawings.
- Overseas engineer on-site installation, commissioning and operator training (Buyer bears relevant fees).
- Warranty period: 12 months from delivery date, free spare parts for non-artificial quality problems.
- Lifetime technical guidance and spare parts supply after warranty.
Perguntas frequentes
What is the difference between cold bonding and one-piece molding process?
Cold bonding has lower investment and is more suitable for multi-style small-batch production; one-piece molding offers higher strength and faster production speed.
Can this line produce different sizes and styles of sandals?
Yes, just replace the sole molds and adjust the formula parameters.
Is the equipment voltage adjustable for different countries?
We support voltage and frequency customization for global markets.
What is the main daily maintenance work?
Clean mixing head and adhesive nozzles daily; Check temperature and pressure per shift.
Can we upgrade the line to increase production capacity later?
Yes, we provide modular upgrade solutions to meet your growing demand.
Get Custom Cold Bonding Sandal Production Line Solution
Free workshop layout design, technical consultation and equipment quotation available.
Consulta gratuita
Correio eletrónico
info@haifeng-automation.cn
Site oficial
www.haifengmachine.com
WhatsApp
+86 13566296633
-300x169.png)
-鞋垫-300x168.png)


-300x168.png)