PU Spray Foam Principle & Construction Process: Complete Application Guide
The standardization of PU spray foam principle and construction process is the core factor determining the service life of the project. Most engineering defects are not caused by material problems, but out-of-control process details during construction.

Figure 1: PU Spray Foam Standard Construction Process
1. Core Technical Principles of PU Spray Foam
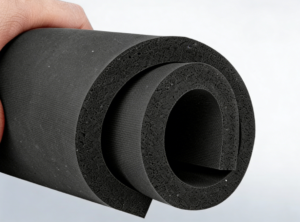
The essence of PU spray foam is that component A (isocyanate) and component B (polyol blend) are instantaneously impinged and mixed under high pressure, atomized and sprayed onto the substrate surface, then rapidly expanded and cured by exothermic chemical reaction to form a dense closed-cell structure.
The quality of the entire process is determined by three core technical dimensions, and any out-of-control dimension will directly lead to engineering defects:
1.1 High-Pressure Metering and Impingement Mixing (Core of the Process)
This is the basis for determining foam performance, and industrial spray process requirements:
- Dosing Accuracy: Servo or hydraulic driven metering pumps are adopted, the volume ratio of A/B materials is strictly controlled at 1:1, and the dosing accuracy deviation is ≤±0.5%. A ratio deviation of more than 1% will cause softness, incomplete curing and insufficient strength.
- High-Pressure Impingement Mixing: A/B materials achieve 150-200bar high-pressure impingement in the mixing head, with mixing uniformity ≥99%, ensuring sufficient molecular-level reaction and avoiding local uncured dead spots with low closed-cell rate.
- Pressure Stability: The output pressure difference between A/B materials is ≤5bar. Excessive pressure difference directly leads to uneven mixing, which is the core cause of foam density drift.

Figure 2: High-precision servo metering pump for ±0.5% dosing accuracy
1.2 Atomization Spraying and On-Site Reaction
The uniformly mixed raw materials are highly atomized after leaving the spray gun, and rapidly nucleate and expand after contacting the substrate. The core control points of this process:
- Atomization Effect: Spray pressure matches fan width to ensure uniform coverage of the substrate without sagging or missing spray.
- Reaction Time Control: Match raw material temperature with ambient temperature, control cream time at 3-5 seconds and gel time at 8-12 seconds. Too fast foaming leads to insufficient adhesion, too slow leads to sagging.
- Closed-Cell Structure Forming: Qualified spray foam has a closed-cell rate ≥90%, which can be increased to more than 95% with supercritical technology, and thermal conductivity ≤0.024 W/(m·K).
1.3 System-Level Environmental Adaptability
Spray foaming is a reaction process completely exposed to the natural environment. The equipment must have full-chain temperature control capability to offset environmental interference:
- Raw Material Temperature Control: The main heater heats A/B materials to the optimal reaction temperature of 40-60℃ to ensure the fluidity of high-viscosity materials.
- Pipeline Temperature Control: The heated hoses maintain constant temperature throughout the process to avoid viscosity changes caused by raw material cooling in the pipeline.
- Environmental Compensation: The equipment can dynamically adjust parameters according to on-site temperature and humidity, adapting to the construction environment of 5-35℃.

Figure 3: Stainless steel gear pump and full-chain constant temperature control system
2. Standardized Full-Process SOP for PU Spray Foam Engineering
According to GB 50404, ISO 10292 and ASTM C1029 standards, zero-defect spray projects must strictly follow the following four-step standardized process, all steps have clear quantitative control requirements:
2.1 Substrate Treatment and Construction Environment Preparation
This is the most easily overlooked step, and also the core cause of project peeling and hollowing, which must meet the following requirements:
- Substrate Requirements: The surface is absolutely dry, dust-free, oil-free, free of floating rust and loose attachments. The moisture content of concrete substrate is ≤8%, and steel substrate must be sandblasted to Sa2.5 grade.
- Environmental Requirements: Construction environment temperature 5-35℃, relative humidity ≤85%. It is strictly prohibited to construct in open air on rainy, snowy days or with wind force ≥5 levels.
- Protection Preparation: Shield doors, windows, pipelines and equipment that do not need spraying to avoid raw material pollution.
- Equipment Self-Check: Confirm that the main hydraulic/pneumatic system is normal, the high-pressure gun filter is unblocked, and the raw material batch and specification meet the design requirements.
2.2 Equipment Temperature and Pressure Debugging and Parameter Calibration
Equipment debugging must be completed before formal spraying to ensure all parameters are within the qualified range:
- Temperature Setting: Set the temperature of the main heater and heated hoses according to the ambient temperature and raw material characteristics of the day, usually set at 45-55℃ under normal environment.
- Pressure Balance Test: Start the equipment for no-load operation, the dynamic output pressure difference of A/B materials is ≤5bar, and the pressure fluctuation is ≤±2bar.
- Test Spray Verification: Perform test spray on the test board to verify the foaming time, curing state, density and appearance of the foam, and confirm that the parameters meet the requirements before formal construction.
2.3 Precise Spraying Operation Specifications
Spraying operation must strictly follow standardized methods to avoid defects caused by human error:
- Spray Gun Posture: Keep the spray gun perpendicular to the substrate surface, the distance is controlled at 60-80cm, and the gun moving speed is stable at 0.5-0.8m/s.
- Spraying Technique: Adopt the "crisscross" multi-pass coverage method to avoid missing spray and uneven thickness.
- Thickness Control: Strictly implement the principle of "thin spray, multiple passes", the thickness of single pass spray is ≤15mm. It is strictly prohibited to spray too thick in a single pass, which will lead to poor heat dissipation in the center, causing "core burn" and internal cracking.
- Continuous Operation: Large-area construction requires continuous operation, the interval between two sprays is ≤30 minutes to ensure interlayer adhesion.
2.4 Curing Maintenance and Quality Acceptance
Curing and inspection after spraying is the last line of defense for project quality:
- Curing Maintenance: 24 hours after spraying is the initial curing period, and 7 days is the full curing period. It is strictly prohibited to step on or apply heavy pressure during the curing period to avoid the rupture of internal microscopic cell walls.
- Quality Inspection:
- Thickness Inspection: Use needle probing method or ultrasonic thickness gauge, the average thickness meets the design requirements, and the minimum thickness is ≥90% of the design thickness.
- Density Inspection: Apparent density ≥35kg/m³ (insulation scenario), ≥50kg/m³ (anti-corrosion scenario).
- Adhesion Inspection: Pull-off adhesion strength ≥0.3MPa (concrete substrate), ≥5MPa (steel substrate).
- Appearance Inspection: The surface is flat, without hollowing, cracking, peeling and sagging defects.
3. Common Troubleshooting and Solutions
| Common Fault | Core Causes | Solutions |
|---|---|---|
| Foam Hollowing and Peeling | 1. Substrate with moisture, oil or dust; 2. Too fast foaming time, insufficient substrate wetting; 3. Too low substrate temperature | 1. Re-treat the substrate to ensure dry and clean; 2. Adjust raw material temperature to extend foaming time; 3. Preheat the substrate in low temperature environment |
| Foam Core Burn and Internal Cracking | 1. Too thick single pass spray; 2. Too high raw material temperature, too fast reaction speed | 1. Strictly implement thin spray multiple passes, single pass thickness ≤15mm; 2. Reduce raw material temperature to slow down reaction speed |
| Uneven Foam Density, Local Softness | 1. A/B material ratio deviation, excessive pressure difference; 2. Blocked mixing head, uneven mixing; 3. Poor gun atomization | 1. Calibrate metering pump, adjust pressure balance; 2. Clean mixing head and gun filter; 3. Adjust spray pressure and fan width |
| Foam Shrinkage and Cracking | 1. Too low closed-cell rate, cell rupture; 2. External impact during curing period; 3. Excessive ambient temperature difference | 1. Increase mixing pressure to improve closed-cell rate; 2. Extend curing time to avoid stress during curing; 3. Protect finished products in extreme environment |
| Insufficient Adhesion | 1. Unqualified substrate treatment; 2. Too far spray distance, raw material semi-cured before landing; 3. Too fast foaming time | 1. Re-treat the substrate; 2. Control spray distance at 60-80cm; 3. Adjust parameters to extend foaming time |
4. Core Application Scenarios and Equipment Selection Guide
Different project scenarios have essential differences in process and equipment requirements. Haifeng Polyurethane Machinery has sorted out a standardized selection framework based on 18 years of industry experience:
| Core Application Fields | Typical Project Scenarios | Core Process Requirements | Haifeng Recommended Equipment |
|---|---|---|---|
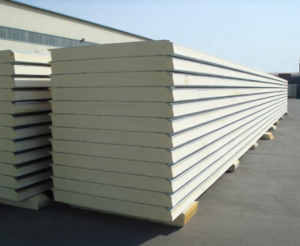
| Building & Material Insulation | Large cold storage walls, seamless commercial roofs, pipe & tank thermal insulation | Closed-cell rate ≥90%, thermal conductivity ≤0.024 W/(m·K), stability for large-area continuous operation | High-Pressure Proportioners: Equipped with three-layer constant temperature system, pressure fluctuation ≤±2bar, supporting 24-hour continuous operation |
| Heavy Industrial Anti-Corrosion | Wastewater tank linings, chemical storage tank exteriors, heavy-duty bridge protection | 100% coating density, pull-off adhesion ≥5MPa, acid and alkali corrosion resistance | Ultra-High-Pressure Hydraulic/Servo Systems: 200bar high-pressure impingement mixing, supporting precise spraying of polyurea and special anti-corrosion materials |
| Patching & Void Filling | Filling gaps around doors/windows, insulating small pipe joints | Easy operation, rapid forming, flexible movement | Portable Small Spray Equipment: Lightweight design, meeting small-scale flexible operation requirements |

Figure 4: Building and cold storage insulation application scenario

Figure 5: Heavy industrial anti-corrosion application scenario

Figure 6: Local patching and void filling application scenario
5. Frequently Asked Questions
Q1: What is the standard construction thickness of PU spray foam?
Q2: Can spray construction be carried out in low temperature environment in winter?
Q3: How long after spraying can the next process be carried out?
Q4: How to judge the performance of spray equipment?
6. Conclusion
There is no luck in PU spray foam engineering. All quality defects come from the neglect of process details and operation specifications. Top-tier high-pressure spray equipment is the foundation of project quality, while standardized construction SOP and full-process parameter control are the core guarantee to achieve zero-defect and long-life projects.
Haifeng Polyurethane Machinery has 18 years of experience in the PU spray equipment industry, providing full-process services from equipment customization, process commissioning, personnel training to on-site technical support for more than 200 contractors worldwide. All equipment complies with GB, ISO and ASTM industry standards, and can meet the stringent requirements of various insulation and anti-corrosion projects.

Figure 7: Haifeng full range PU spray equipment for all application scenarios
If you need to evaluate project equipment configuration, obtain construction process guidance, or troubleshoot existing equipment problems, please contact our engineering team, and we will provide you with free technical diagnosis and customized solutions.
Need Professional Spray Foam Equipment & Technical Support?
Haifeng provides full-process services from equipment customization, process commissioning to on-site technical support.
View Our Turnkey SolutionsPU Spray Foam Principle & Construction Process: Complete Application Guide
The standardization of PU spray foam principle and construction process is the core factor determining the service life of the project. Most engineering defects are not caused by material problems, but out-of-control process details during construction.
Figure 1: PU Spray Foam Standard Construction Process
1. Core Technical Principles of PU Spray Foam
The essence of PU spray foam is that component A (isocyanate) and component B (polyol blend) are instantaneously impinged and mixed under high pressure, atomized and sprayed onto the substrate surface, then rapidly expanded and cured by exothermic chemical reaction to form a dense closed-cell structure.
The quality of the entire process is determined by three core technical dimensions, and any out-of-control dimension will directly lead to engineering defects:
1.1 High-Pressure Metering and Impingement Mixing (Core of the Process)
This is the basis for determining foam performance, and industrial spray process requirements:
- Dosing Accuracy: Servo or hydraulic driven metering pumps are adopted, the volume ratio of A/B materials is strictly controlled at 1:1, and the dosing accuracy deviation is ≤±0.5%. A ratio deviation of more than 1% will cause softness, incomplete curing and insufficient strength.
- High-Pressure Impingement Mixing: A/B materials achieve 150-200bar high-pressure impingement in the mixing head, with mixing uniformity ≥99%, ensuring sufficient molecular-level reaction and avoiding local uncured dead spots with low closed-cell rate.
- Pressure Stability: The output pressure difference between A/B materials is ≤5bar. Excessive pressure difference directly leads to uneven mixing, which is the core cause of foam density drift.
Figure 2: High-precision servo metering pump for ±0.5% dosing accuracy
1.2 Atomization Spraying and On-Site Reaction
The uniformly mixed raw materials are highly atomized after leaving the spray gun, and rapidly nucleate and expand after contacting the substrate. The core control points of this process:
- Atomization Effect: Spray pressure matches fan width to ensure uniform coverage of the substrate without sagging or missing spray.
- Reaction Time Control: Match raw material temperature with ambient temperature, control cream time at 3-5 seconds and gel time at 8-12 seconds. Too fast foaming leads to insufficient adhesion, too slow leads to sagging.
- Closed-Cell Structure Forming: Qualified spray foam has a closed-cell rate ≥90%, which can be increased to more than 95% with supercritical technology, and thermal conductivity ≤0.024 W/(m·K).
1.3 System-Level Environmental Adaptability
Spray foaming is a reaction process completely exposed to the natural environment. The equipment must have full-chain temperature control capability to offset environmental interference:
- Raw Material Temperature Control: The main heater heats A/B materials to the optimal reaction temperature of 40-60℃ to ensure the fluidity of high-viscosity materials.
- Pipeline Temperature Control: The heated hoses maintain constant temperature throughout the process to avoid viscosity changes caused by raw material cooling in the pipeline.
- Environmental Compensation: The equipment can dynamically adjust parameters according to on-site temperature and humidity, adapting to the construction environment of 5-35℃.
Figure 3: Stainless steel gear pump and full-chain constant temperature control system
2. Standardized Full-Process SOP for PU Spray Foam Engineering
According to GB 50404, ISO 10292 and ASTM C1029 standards, zero-defect spray projects must strictly follow the following four-step standardized process, all steps have clear quantitative control requirements:
2.1 Substrate Treatment and Construction Environment Preparation
This is the most easily overlooked step, and also the core cause of project peeling and hollowing, which must meet the following requirements:
- Substrate Requirements: The surface is absolutely dry, dust-free, oil-free, free of floating rust and loose attachments. The moisture content of concrete substrate is ≤8%, and steel substrate must be sandblasted to Sa2.5 grade.
- Environmental Requirements: Construction environment temperature 5-35℃, relative humidity ≤85%. It is strictly prohibited to construct in open air on rainy, snowy days or with wind force ≥5 levels.
- Protection Preparation: Shield doors, windows, pipelines and equipment that do not need spraying to avoid raw material pollution.
- Equipment Self-Check: Confirm that the main hydraulic/pneumatic system is normal, the high-pressure gun filter is unblocked, and the raw material batch and specification meet the design requirements.
2.2 Equipment Temperature and Pressure Debugging and Parameter Calibration
Equipment debugging must be completed before formal spraying to ensure all parameters are within the qualified range:
- Temperature Setting: Set the temperature of the main heater and heated hoses according to the ambient temperature and raw material characteristics of the day, usually set at 45-55℃ under normal environment.
- Pressure Balance Test: Start the equipment for no-load operation, the dynamic output pressure difference of A/B materials is ≤5bar, and the pressure fluctuation is ≤±2bar.
- Test Spray Verification: Perform test spray on the test board to verify the foaming time, curing state, density and appearance of the foam, and confirm that the parameters meet the requirements before formal construction.
2.3 Precise Spraying Operation Specifications
Spraying operation must strictly follow standardized methods to avoid defects caused by human error:
- Spray Gun Posture: Keep the spray gun perpendicular to the substrate surface, the distance is controlled at 60-80cm, and the gun moving speed is stable at 0.5-0.8m/s.
- Spraying Technique: Adopt the "crisscross" multi-pass coverage method to avoid missing spray and uneven thickness.
- Thickness Control: Strictly implement the principle of "thin spray, multiple passes", the thickness of single pass spray is ≤15mm. It is strictly prohibited to spray too thick in a single pass, which will lead to poor heat dissipation in the center, causing "core burn" and internal cracking.
- Continuous Operation: Large-area construction requires continuous operation, the interval between two sprays is ≤30 minutes to ensure interlayer adhesion.
2.4 Curing Maintenance and Quality Acceptance
Curing and inspection after spraying is the last line of defense for project quality:
- Curing Maintenance: 24 hours after spraying is the initial curing period, and 7 days is the full curing period. It is strictly prohibited to step on or apply heavy pressure during the curing period to avoid the rupture of internal microscopic cell walls.
- Quality Inspection:
- Thickness Inspection: Use needle probing method or ultrasonic thickness gauge, the average thickness meets the design requirements, and the minimum thickness is ≥90% of the design thickness.
- Density Inspection: Apparent density ≥35kg/m³ (insulation scenario), ≥50kg/m³ (anti-corrosion scenario).
- Adhesion Inspection: Pull-off adhesion strength ≥0.3MPa (concrete substrate), ≥5MPa (steel substrate).
- Appearance Inspection: The surface is flat, without hollowing, cracking, peeling and sagging defects.
3. Common Troubleshooting and Solutions
| Common Fault | Core Causes | Solutions |
|---|---|---|
| Foam Hollowing and Peeling | 1. Substrate with moisture, oil or dust; 2. Too fast foaming time, insufficient substrate wetting; 3. Too low substrate temperature | 1. Re-treat the substrate to ensure dry and clean; 2. Adjust raw material temperature to extend foaming time; 3. Preheat the substrate in low temperature environment |
| Foam Core Burn and Internal Cracking | 1. Too thick single pass spray; 2. Too high raw material temperature, too fast reaction speed | 1. Strictly implement thin spray multiple passes, single pass thickness ≤15mm; 2. Reduce raw material temperature to slow down reaction speed |
| Uneven Foam Density, Local Softness | 1. Equipment pressure fluctuation, unstable output; 2. Uneven gun moving speed; 3. Raw material ratio deviation | 1. Check the metering pump and pipeline for blockage or leakage; 2. Standardize the operation, keep the gun moving speed stable; 3. Calibrate the equipment ratio |
| Surface Sagging and Unevenness | 1. Too long gel time, raw material flowing before curing; 2. Too thick single pass spray | 1. Adjust raw material temperature to shorten gel time; 2. Reduce single pass thickness, adopt multi-pass coverage |
Building & Cold Storage Insulation
- Seamless foaming for superior thermal insulation.
- High adhesion to concrete and metal surfaces.
- Rapid curing to shorten construction cycles.
Pipeline & Tank Insulation
- Precise ratio control for consistent density.
- Ability to spray on curved and vertical surfaces.
- Corrosion resistance for outdoor pipelines.
Roofing & Special Scenarios
- Waterproofing and insulation in one step.
- Lightweight material to reduce structural load.
- Adaptability to complex roof structures.
5. Frequently Asked Questions (FAQ)
Q1: What is the optimal construction temperature for PU spray foam?
The optimal construction environment temperature is 15-30℃, and the substrate temperature should be 5℃ higher than the dew point temperature to prevent condensation affecting adhesion. When the ambient temperature is lower than 10℃, it is recommended to preheat the substrate and extend the curing time.
Q2: How long is the curing time of spray foam?
The surface curing time is usually 5-10 seconds, and it can be touched without sticking after 1-2 hours. The initial strength is formed after 24 hours, and the full physical performance is reached after 7 days. During the curing period, avoid water immersion and external force collision.
Q3: What is the service life of PU spray foam?
Under normal use and no external force damage, the service life of qualified PU spray foam can reach more than 25 years. Its closed-cell structure is stable and not easy to age, and the thermal insulation performance attenuation is extremely small.
Q4: How to choose the density of spray foam?
The density of building insulation is generally 35-40kg/m³, the density of cold storage insulation is 40-50kg/m³, and the density of industrial pipeline anti-corrosion is 50-60kg/m³. The higher the density, the better the mechanical strength, but the thermal insulation performance will be slightly reduced.
Need Professional PU Spray Foam Equipment and Technical Support?
Haifeng Polyurethane Machinery provides high-pressure spray machines, raw materials and full-process technical guidance to help your project achieve zero-defect delivery!
Contact Us for Free Quote