








A polyurethane foam machine’s real production value comes from its metering precision and mixing head design, not just whether it runs at high or low pressure. I’ve spent over fifteen years commissioning these systems across automotive, insulation, and furniture lines, and the pattern is consistent: two machines with identical pressure ratings can produce completely different foam quality depending on how well their metering pumps hold ratio and how thoroughly their mixing heads homogenize the two components. If you are evaluating equipment for a new line or upgrading an existing one, understanding the subsystems behind the pressure label will save you more trouble than any spec sheet comparison.
What Is a Polyurethane Foam Machine
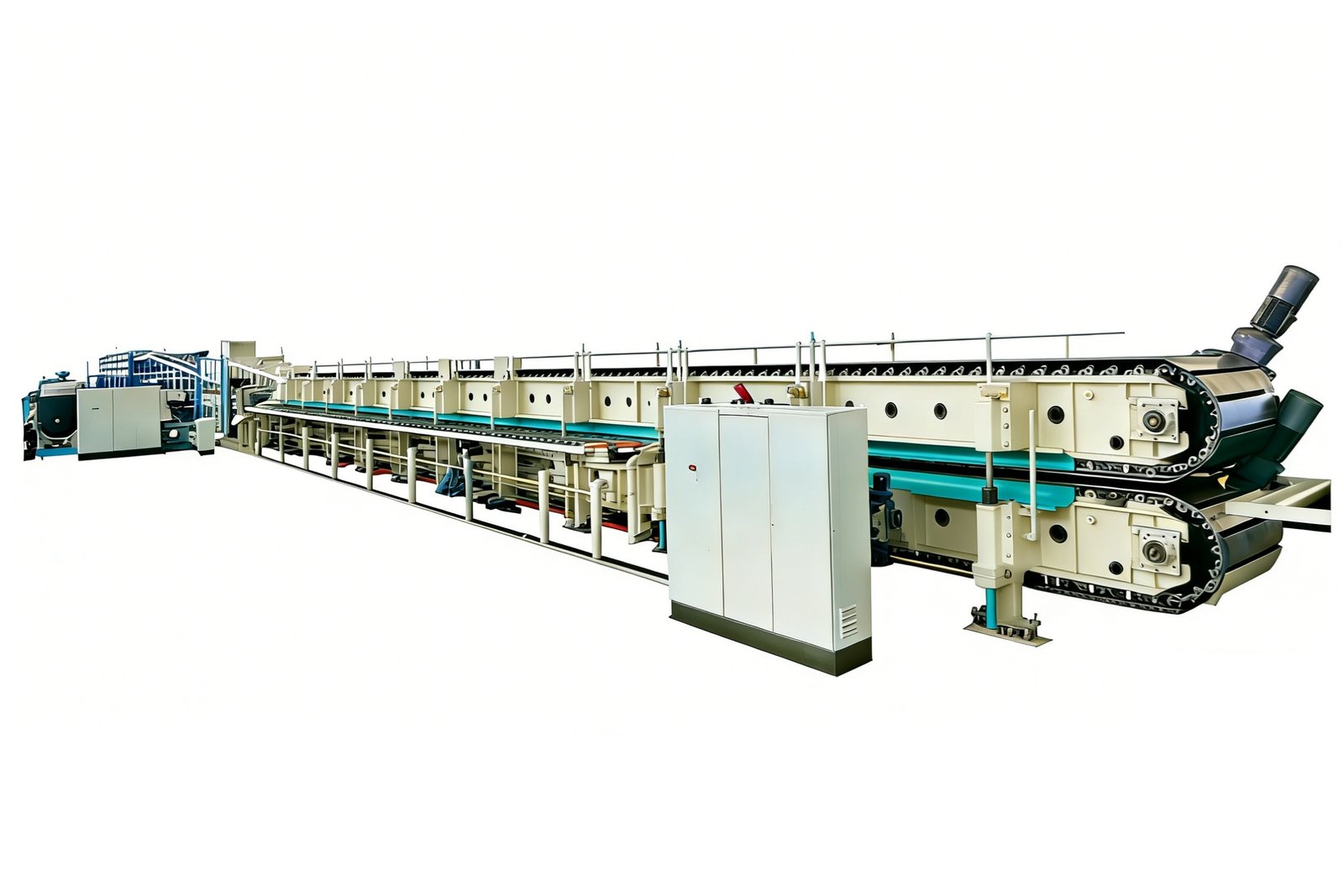
A polyurethane foam machine is a two-component processing system that combines polyol and isocyanate in a precisely controlled ratio, mixes them into a homogeneous liquid, and dispenses the reacting mixture into a mold, onto a surface, or into a cavity where it expands into cellular polyurethane foam. The machine’s core job is repeatability: every shot must deliver the same ratio, same mix quality, and same dispense pattern regardless of ambient conditions or production speed. This is not simple fluid handling. Isocyanate is moisture-sensitive and can crystallize at low temperatures. Polyol blends often contain suspended solids that settle over time. The equipment has to manage both chemistry and rheology simultaneously while holding tolerances tight enough that foam density, cell structure, and mechanical properties stay within specification across thousands of cycles.

Main Types of Polyurethane Foam Machines
Equipment classification matters because each type solves a different production problem. The industry generally divides machines by operating pressure, dispensing method, and foam chemistry, but in practice most production lines use one of five configurations.
High Pressure vs Low Pressure: What Sets Them Apart
High pressure machines bring polyol and isocyanate together at 10–20 MPa, injecting both streams into a small mixing chamber where the kinetic energy of the impingement itself creates the mix. There is no mechanical stirrer inside the chamber. The advantage is speed: a high pressure mix head self-cleans after each shot and cycles fast enough for high-volume lines producing a part every 15–30 seconds. This is why automotive seat cushion lines and refrigerator cabinet foaming run almost exclusively on high pressure.
Low pressure machines operate below 1 MPa and use a motor-driven mixing head with a rotating element — typically a helical screw or pin mixer — to blend the components mechanically. Because mixing is mechanically assisted rather than relying purely on impingement energy, low pressure systems can handle higher viscosity materials, filled polyols, and smaller shot weights without the component pressures needed for impingement mixing. The tradeoff is cycle time: the mixing chamber must be flushed or mechanically cleaned between shots, which adds downtime unless the line is slow enough to absorb it. For furniture foam, small polyurethane accessories, and prototyping, low pressure is often the better match because the production pace does not require sub-30-second cycling.

The table below summarizes the key practical differences from a production standpoint:
| Factor | High Pressure | Low Pressure |
|---|---|---|
| Mixing mechanism | Impingement (kinetic) | Mechanical stirring |
| Operating pressure | 10–20 MPa | <1 MPa |
| Typical cycle time | 15–30 seconds | 45–180+ seconds |
| Viscosity tolerance | Limited — best with low-viscosity systems | Broad — handles filled and high-viscosity materials |
| Cleaning | Self-cleaning after each shot | Requires flush cycle or manual cleaning |
| Best suited for | High-volume automotive, appliance, insulation panel lines | Furniture, prototyping, small parts, custom molding |
Spray, Pouring, and Injection Machines
Beyond the high pressure/low pressure split, machines differ by how they deliver the reacting mixture to the part.
Spray machines atomize the mixed material through a nozzle, applying it as a coating or layer onto a substrate. In building insulation, this means spraying foam directly onto walls or roofs. The quality metric here is coating thickness uniformity — our own spray systems hold ±2% thickness tolerance across passes because the nozzle design and robot speed are calibrated together. Pouring machines dispense the mix as a controlled liquid stream into an open mold, the standard approach for flexible foam blocks, discontinuous insulation panels, and any part where the mold is filled from above. Injection machines deliver the mix through a sealed port into a closed mold under controlled backpressure, which is how integral-skin automotive parts like steering wheels and armrests are made — the mold pressure and fill rate determine whether the skin forms correctly and the core density is uniform.
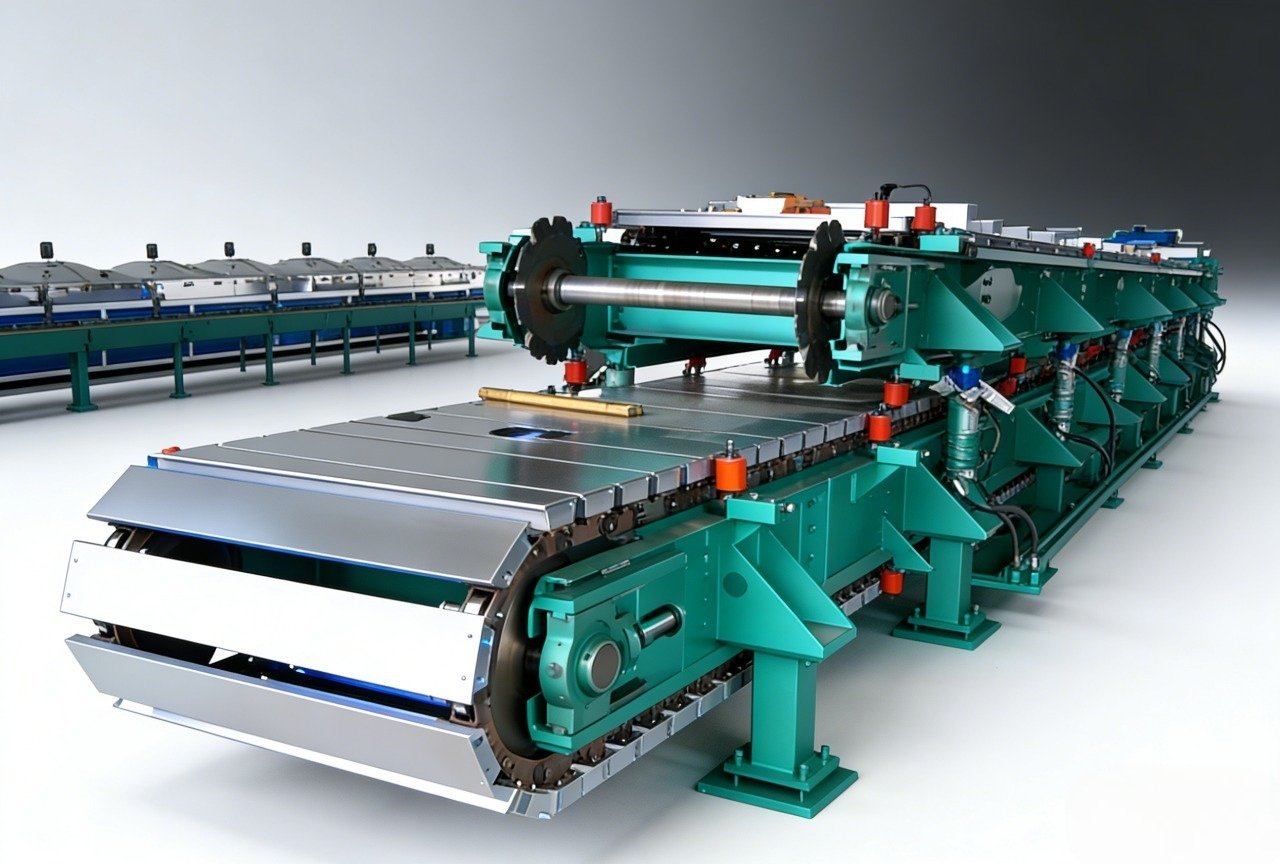
How a Polyurethane Foam Machine Works
Every machine, regardless of type, has three functional stages: metering, mixing, and dispensing. Problems at any one of them cascade downstream into the part.
Metering: Keeping the Ratio Right
The metering system is where most production quality issues begin. Each component — polyol and isocyanate — has a dedicated pump, typically a gear pump or axial piston pump driven by a servo motor with closed-loop feedback. The control system commands a flow rate for each pump based on the target mix ratio, and the feedback loop corrects for any deviation in real time. On the Haifeng LJJ series low pressure machines, for example, the metering accuracy is held to ±0.5% by continuously comparing commanded flow against actual flow measured at the pump output. That number is not marketing copy; it comes from the servo drive’s encoder resolution and the pump’s volumetric efficiency curve. When metering drifts, the ratio shifts, and foam properties change — a 2% ratio error on isocyanate can push density outside tolerance and change compression set enough to fail a part.
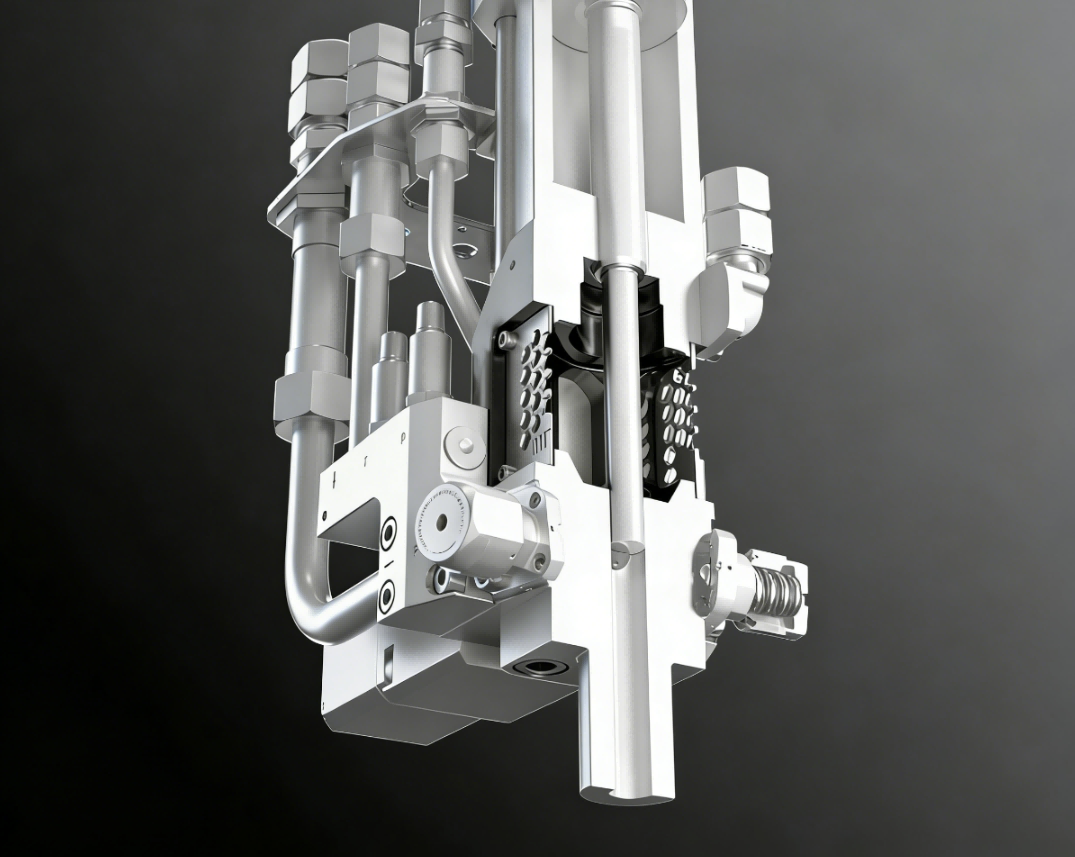
Mixing Head Design and Foam Structure
After metering, both streams enter the mixing head. On a high pressure machine, the two components enter the mixing chamber from opposing ports at velocities high enough that the collision breaks them into droplets and shears them together. The chamber geometry — diameter, length, and the angle of the injector nozzles relative to each other — determines whether the impingement creates a homogeneous mix or leaves unmixed streaks. This is not adjustable after the head is built, so head design is a one-time engineering decision that affects every part the machine ever produces.
Low pressure mixing heads add a rotating element, and the design choices multiply: helix pitch, number of flights, clearance between the rotor and chamber wall, and whether the flow path includes static mixing stages after the dynamic section. A well-designed head can push mixing uniformity above 99.5% as measured by the ASTM D3795 standard, which translates directly into consistent cell size and foam density across the part. We use an E-type multi-stage spiral dynamic mixing head on our pouring machines specifically because the staggered blade design generates microlayer flow patterns that eliminate the density gradients you otherwise get near injection points.
Industrial Applications Across Sectors
Polyurethane foam machines serve an unusually wide range of industries because the chemistry itself can be tuned from soft, open-cell flexible foam to rigid, closed-cell structural foam. The equipment configuration changes with the application.
In automotive manufacturing, high pressure machines produce seat cushions, headrests, and integral-skin interior parts like steering wheels and armrests. The cycle time requirements are tight — a seat cushion mold needs to fill, cure, and demold fast enough to keep pace with vehicle assembly. In construction, spray and pouring machines apply rigid foam insulation to walls, roofs, and pipes. The key metric shifts from cycle time to coverage rate and adhesion. Our spray systems deliver 50–100 m² per hour with coating thickness controlled by the robot path and nozzle flow rate working together.
Medical applications are a separate category entirely. Medical-grade polyurethane sponge — used in wound dressings and hemostatic sponges — requires biocompatible formulations and sterile production conditions. The metering pumps and mixing heads must be cleanable to a standard that prevents cross-contamination between production batches, and all fluid-contact surfaces need to be selected for chemical compatibility with medical-grade raw materials.
Furniture and bedding production runs on flexible foam formulations, using low pressure pouring machines that fill large block molds or individually shaped cavities. The equipment’s energy consumption matters at the scale these lines operate; low pressure systems running PLC-controlled pump speeds can cut power consumption by 30% compared to older fixed-speed designs.
Cold chain logistics has become a growing application. Insulated containers, refrigerated truck bodies, and cold storage panels all use rigid polyurethane foam for its thermal resistance per unit thickness. The pouring or spraying equipment must handle the higher-viscosity, higher-reactivity formulations used in these applications without sacrificing mixing quality.
What Determines Foam Quality in Production
Foam quality is not a single variable. It is the result of four interacting factors: metering ratio accuracy, mixing intensity, temperature control, and raw material condition. If any one of them is out of range, the part will show it.
Why Metering Precision Matters More Than Pressure
I’ve seen production lines where managers selected a machine based on “high pressure” versus “low pressure” and overlooked the metering system entirely, only to struggle with density variation they could not trace. The pressure rating tells you how the components are mixed, not how accurately they are proportioned. A low pressure machine with servo closed-loop metering holding ±0.5% will produce more consistent foam than a high pressure machine with open-loop pump control drifting ±2% as material viscosity changes with temperature. Ratio accuracy determines the stoichiometry of the reaction. When the isocyanate index drifts off target, the foam either under-cures (low isocyanate, soft and weak) or over-cures (high isocyanate, brittle and discolored). Neither can be fixed downstream.
Temperature control is the second piece most buyers underestimate. Polyol and isocyanate viscosities are strongly temperature-dependent. If your raw material preheating oven — sized for standard 200 kg drums — can hold temperature to ±1°C, the metering pumps see consistent inlet conditions and the ratio stays stable. If the material temperature fluctuates by 5°C across a shift, the pump volumetric efficiency changes and the metering accuracy degrades regardless of how good the control system is. This is why a raw material conditioning station with recirculation and temperature-controlled day tanks is not optional equipment; it is part of the metering system’s accuracy chain.
Mixing head maintenance plays a role that spec sheets rarely mention. Over time, cured polyurethane builds up in low-tolerance areas of the mixing chamber, changing the flow pattern and reducing mixing efficiency. A head that mixed at 99% uniformity when new might drop to 95% after six months of continuous production. Regular inspection and cleaning cycles bring it back, but only if the operator can detect the drift before parts start failing. On machines with IoT-enabled monitoring, vibration signatures and pressure drop trends across the mixing head can flag buildup early, which is predictive rather than reactive maintenance.
If your program involves tight density tolerances or multiple foam grades on the same line, it is worth having a candid conversation about metering architecture and mixing head design before committing to a machine configuration. Sharing your part specifications and current quality pain points with an engineer who commissions these systems daily often surfaces constraints that a brochure comparison misses. Reach out at info@haifeng-automation.cn or call +8613566296633 to discuss your requirements directly.
Common Questions From Production Teams
Do I need high pressure or low pressure for my application?
The first question to ask is not about pressure but about your required cycle time and material viscosity. If your line needs a part every 30 seconds or faster, high pressure is the practical choice because low pressure cleaning cycles will bottleneck production. If your formulation uses filled polyols with high viscosity or abrasive additives, low pressure mechanical mixing handles these better because the motor-driven rotor provides positive shear energy rather than relying solely on fluid velocity. I’ve worked with lines that ran low pressure for years producing consistent parts at 90-second cycles, and high pressure lines that struggled because the material was too viscous for clean impingement. Match the machine to the production rhythm and the material, not to the pressure label.
What causes density variation across a foam part?
Density gradients almost always trace back to one of two sources: ratio drift during the shot or uneven mixing. Ratio drift happens when the metering pumps cannot maintain commanded flow as backpressure builds in the mold — the isocyanate pump might slow slightly more than the polyol pump, shifting the ratio mid-shot. Uneven mixing leaves striations of polyol-rich and isocyanate-rich material that cure at different densities and rates. The fix for the first is a closed-loop servo metering system. The fix for the second is mixing head geometry that achieves full homogenization before the material exits the chamber. Temperature stratification in the raw material tanks can also cause density shifts across a production shift, which is why conditioned day tanks with recirculation loops are a worthwhile investment.
Which machine type works best for prototyping and R&D?
Low pressure pouring machines are usually the right answer for prototyping. They accept a wide range of shot sizes without retooling, handle various viscosities, and are straightforward to clean between formulation trials. The slower cycle time is not a disadvantage when you are running ten shots a day rather than ten a minute. I’ve also seen R&D teams benefit from machines with data logging that records ratio, temperature, and pressure for every shot — when you are iterating on a formulation, having that per-shot history makes it much easier to correlate process changes with part properties. If your R&D program involves multiple foam chemistries, specify a machine that supports quick formula switching and has software recipe management rather than manual adjustments.
How important is raw material temperature control really?
It is as important as the metering pumps themselves, because it directly affects them. Polyol viscosity can change by 10–15% with a 5°C temperature swing, which changes the pump’s volumetric efficiency and therefore the actual delivered ratio even if the pump speed is perfectly controlled. A preheating oven that holds material at a set temperature and a day tank with active temperature control and recirculation are not luxuries — they are part of the metering accuracy chain. In facilities without climate-controlled production areas, seasonal temperature swings alone can cause enough ratio drift to produce out-of-spec parts if the material conditioning system is undersized.
Can the same machine handle both flexible and rigid foam?
Yes, most modern machines can run both chemistries, but the changeover process matters. The mixing head must be fully purged between foam types because residual material from one formulation can contaminate the next and cause unpredictable reactivity. Machines with automated cleaning cycles and quick-change head designs reduce changeover time and material waste. The metering ratio range also needs to cover both formulations: flexible foams typically run at isocyanate indices of 80–110, while rigid foams often need 100–150 or higher. Confirm with the equipment manufacturer that the pump sizing and control system range support the full span of ratios you plan to use across all your foam grades. If you have a specific set of formulations in mind, sharing them during equipment evaluation avoids discovering a ratio limitation after installation.
If you’re interested, check out these related articles:
Mining Tire Foam Filling Process Step by Step
Best PU Machinery for Safety Shoe Manufacturing
OTR Tire Flat-Proofing Technology Explained
KPU Shoe Upper Manufacturing Turnkey
Tire Flat-Proofing Liquid Filling Equipment