Solvent-Free PU Leather for Automotive Interiors: Odor Sources & Elimination Solutions
Solvent-free PU leather has become the mainstream solution for automotive interiors due to its zero VOC emissions, absence of DMF residues, and excellent mechanical properties. However, many factories still face a hidden quality bottleneck: Residual Odor.
1. Microscopic Sources of Residual Odor
Solvent-free PU leather is a polyurethane elastomer formed by the cross-linking reaction of polyester/polyether polyols and isocyanates. Although it eliminates organic solvent volatilization, the highly active two-component reaction system produces unique odor by-products. Almost all residual odors originate from the following three sources.
1.1 Side Reaction of Excess Isocyanate and Moisture
Isocyanate (MDI/TDI) is the core of the PU reaction, and the Isocyanate Index (NCO/OH molar ratio) is the key parameter for formulation control. When the index is too high, unreacted free isocyanate monomers get trapped in the cured coating. Due to their high volatility, they emit a pungent chemical odor.
In high-humidity workshop environments, the problem is exacerbated: free NCO groups will preferentially react with moisture in the air to generate primary amines and carbon dioxide. Primary amines have a strong fishy smell; if the secondary reaction between amines and isocyanates is incomplete, intermediate products will continuously release odor from the finished product for months.
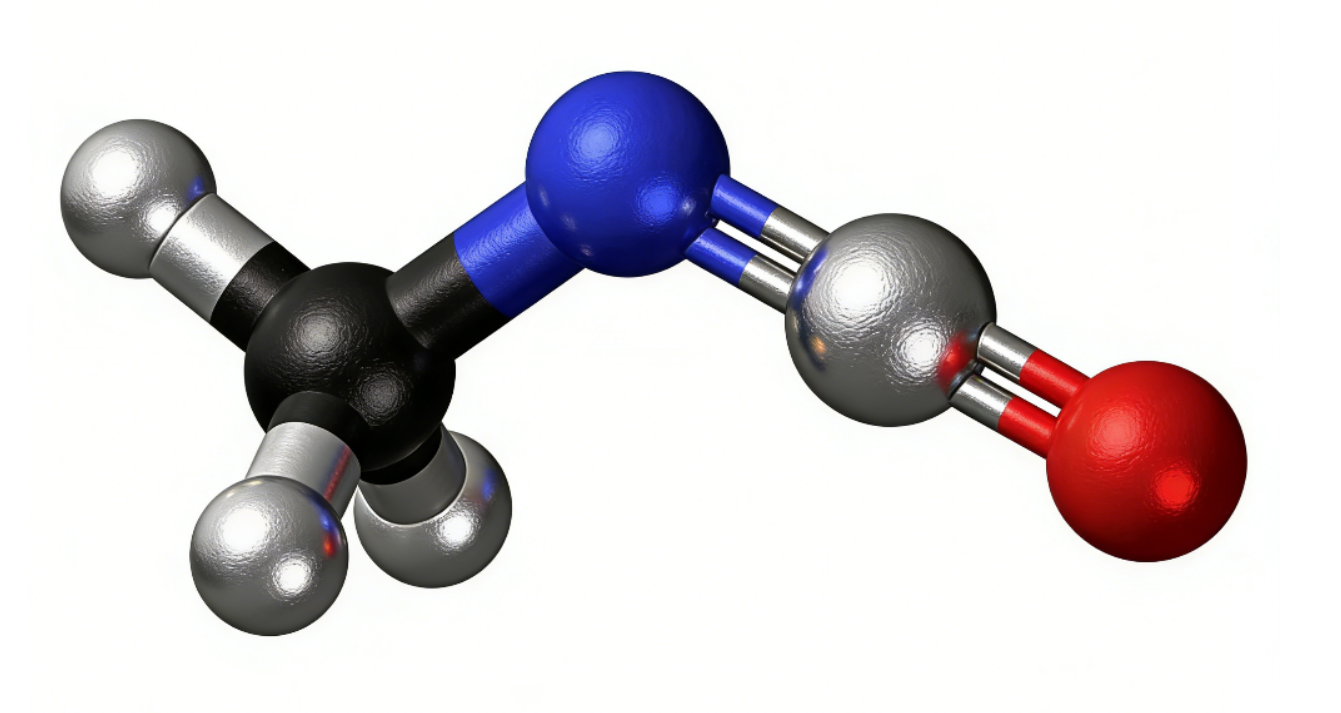
Fig 1. Mechanism of odor generation caused by isocyanate excess and moisture side reactions.
1.2 Thermal Degradation of Polyether Polyols
The purity of polyether polyols directly determines the odor baseline of the leather. Lower-grade polyether polyols often contain unreacted residual propylene oxide, ethylene oxide monomers, and trace aldehyde/ketone by-products.
During high-temperature curing in the oven, these low-molecular-weight volatiles are released, forming the so-called "polyether plastic smell." When the oven temperature exceeds 130℃, the polyether chains may undergo thermal oxidative degradation, generating short-chain fatty acids and carbonyl compounds, emitting a sour and pungent odor.

Fig 2. High-temperature curing leads to polyether polyol degradation, producing aldehyde and ketone odor substances.
1.3 Off-Gassing of Migratory Amine Catalysts
Traditional tertiary amine catalysts (such as TEDA, BDMAEE) only catalyze the reaction and do not participate in the formation of the polymer structure. After curing, they remain in the matrix in a free state, slowly migrating to the leather surface over time and releasing a strong "fishy ammonia smell."
This is the most pungent and difficult-to-mask odor in solvent-free PU leather, and it is the most common reason for failing OEM odor tests.
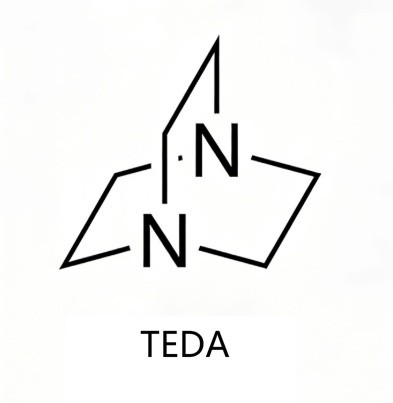
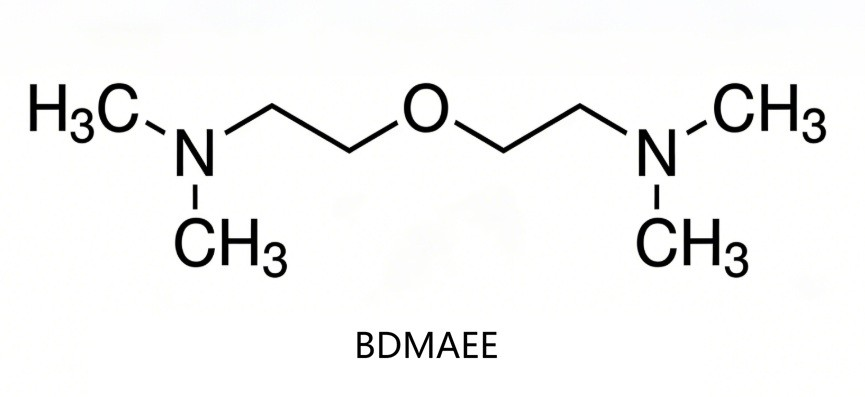
Fig 3. Process analysis of traditional catalysts migrating to the surface and releasing fishy ammonia odor.
2. Process Mechanisms of Odor Retention
Even with high-quality low-odor raw materials, a poorly calibrated production line can still produce odorous leather. Improper processes can physically trap odor molecules inside the material, leading to long-term slow release.
2.1 Closed-Cell Structure Retention
Excessive gel catalysts can cause the matrix to cure prematurely, forming a large number of closed-cell structures. These closed cells act like millions of microscopic prisons, locking unreacted catalysts, free isocyanates, and volatile by-products deep inside. They cannot escape during the oven curing stage and will slowly permeate out over months during the actual use of the automotive interior.
2.2 Isocyanate Index Deviation
The golden standard range for the isocyanate index in automotive solvent-free PU is strictly controlled between 1.04 and 1.05:
- Index < 1.03: The polymer chain contains a large number of hydrophilic hydroxyl groups, which will adsorb moisture and odor molecules from the environment.
- Index > 1.06: A large amount of unreacted NCO will trigger amine side reactions, leading to permanent pungent odors and a stiff hand feel.
Maintaining this precise range during long-term continuous production requires high-precision metering equipment; ordinary gear pumps and manual calibration cannot achieve this.
3. Complete Engineering Solutions for Zero-Odor Production
To fundamentally solve the odor problem, systematic optimization is required across four dimensions: raw material formulation, equipment precision, curing process, and post-treatment.
3.1 Low-Odor Raw Material System Upgrade
- Ultra-Low TVOC Polyols: Select polyether polyols that have undergone rigorous monomer stripping and vacuum degassing, requiring TVOC content < 50ppm.
- Modified Isocyanates: Use carbodiimide-modified or uretonimine-modified MDI to lower vapor pressure and inhibit monomer volatilization.
- Reactive Amine Catalysts: Replace traditional migratory tertiary amines with reactive amine catalysts containing active hydroxyl groups. After catalyzing the reaction, they are chemically bonded to the polyurethane main chain, unable to migrate to the surface, thus completely eliminating the fishy ammonia odor.
3.2 High-Precision Equipment Control
- Coriolis Mass Flow Metering System: Adopt high-precision mass flow meters combined with closed-loop control algorithms to meter by actual mass rather than volume. This eliminates metering errors caused by temperature and viscosity changes, stably locking the isocyanate index within the 1.04-1.05 range.
- High-Pressure Impingement Mixing Head: Achieve uniform molecular-level mixing of A/B components within milliseconds, ensuring 100% complete reaction and eliminating unreacted residual monomers.
3.3 Gradient Curing and Devolatilization Process
Adopt a three-stage gradient oven temperature curve to ensure complete reaction and full discharge of volatiles:
- Zone 1 (80-90℃): Gently initiate the foaming reaction, allowing trapped air to escape before the surface skin forms.
- Zone 2 (100-110℃): Promote complete cross-linking reaction to lock the polymer structure.
- Zone 3 (90-100℃): Constant temperature devolatilization stage, baking out residual low-boiling-point volatiles without causing thermal degradation of the polyether.
Equip the end of the oven with a negative pressure exhaust system to immediately remove the emitted odor molecules, preventing them from re-condensing on the leather surface.
3.4 Offline Post-Treatment (For Strict OEM Standards)
For the most stringent OEM requirements (e.g., VDA 270 Grade ≤2.5 or higher):
- Thermal Aging Room: Place finished rolls in a constant temperature room at 60-80℃ for 24-48 hours, regularly unrolling to expose deeper layers, accelerating the diffusion of internal volatiles.
- Vacuum Devolatilization: Process rolls in a special vacuum oven (-0.08MPa, 70℃) to artificially lower the boiling point of trapped odor molecules, achieving rapid extraction.

Fig 4. High-quality solvent-free PU automotive interior leather produced with optimized processes.
Frequently Asked Questions (FAQ)
Q1: What is the mainstream passing standard for automotive interior leather odor?
Q2: Can we add odor masking agents to eliminate the smell?
Q3: Will upgrading to a low-odor formulation significantly increase production costs?
Q4: Can production lines converted from traditional solvent-based systems produce low-odor automotive leather?
Q5: How to quickly test the odor performance of finished products in the factory?
Ready to Solve Your Odor Issues?
We’ve helped hundreds of plants troubleshoot and fix these exact odor issues. Get professional equipment, formula and process optimization for your production line.
View Our Turnkey Solutions