The Ultimate Engineering Guide to Solvent-Free PU Synthetic Leather: Principles, Process, and Equipment Control
After commissioning dozens of lines worldwide, we’ve put together this complete, no-fluff engineering guide. We break down the core reaction principles, the standard 3-coat 3-bake process, and the critical equipment control details you need to run a stable, profitable line.
Part 1: Core Reaction Principles You Have To Understand
Solvent-free PU is not coated and dried like traditional solvent-based material. It’s an in-line reactive molding process: two low-molecular-weight prepolymers are mixed, coated, and react directly on the release paper to form a high-molecular-weight polymer. There are only 3 core reactions happening on your line — master these, and you master the process.
1. Chain Extension Reaction
This is the foundation of forming high-strength PU. We always run with a slight NCO excess: isocyanate (-NCO) groups on the prepolymer react with hydroxyl (-OH) groups on the polyol, building long polymer chains. This is the exact same reaction mechanism as one-component PU, and it determines the base tensile and tear strength of your finished leather.
2. Cross-Linking Reaction
To boost performance, we add tri-functional crosslinkers to the formula. While chain extension builds long linear chains, crosslinking connects those chains together into a 3D network structure. This is what gives solvent-free PU its excellent peel strength, hydrolysis resistance and dimensional stability. For operators, your core job is controlling the crosslink density and the exact timing the crosslink reaction kicks in.
3. Foaming Mechanism: Physical vs Chemical
The cell structure is what gives the leather its soft, genuine leather feel. There are two production methods:
Physical Foaming (Industry Standard)
We inject a precise, controlled amount of air into the mix head, or use low-boiling hydrocarbons that vaporize in the oven. Simple, stable, easy to control — this is what 90% of commercial lines use today.
Chemical Foaming
CO₂ is generated by the reaction between NCO and water. This is far harder to control, because the amine byproducts immediately react again with excess NCO to form urea groups. It requires extremely high metering precision, and is only used for specialized products.
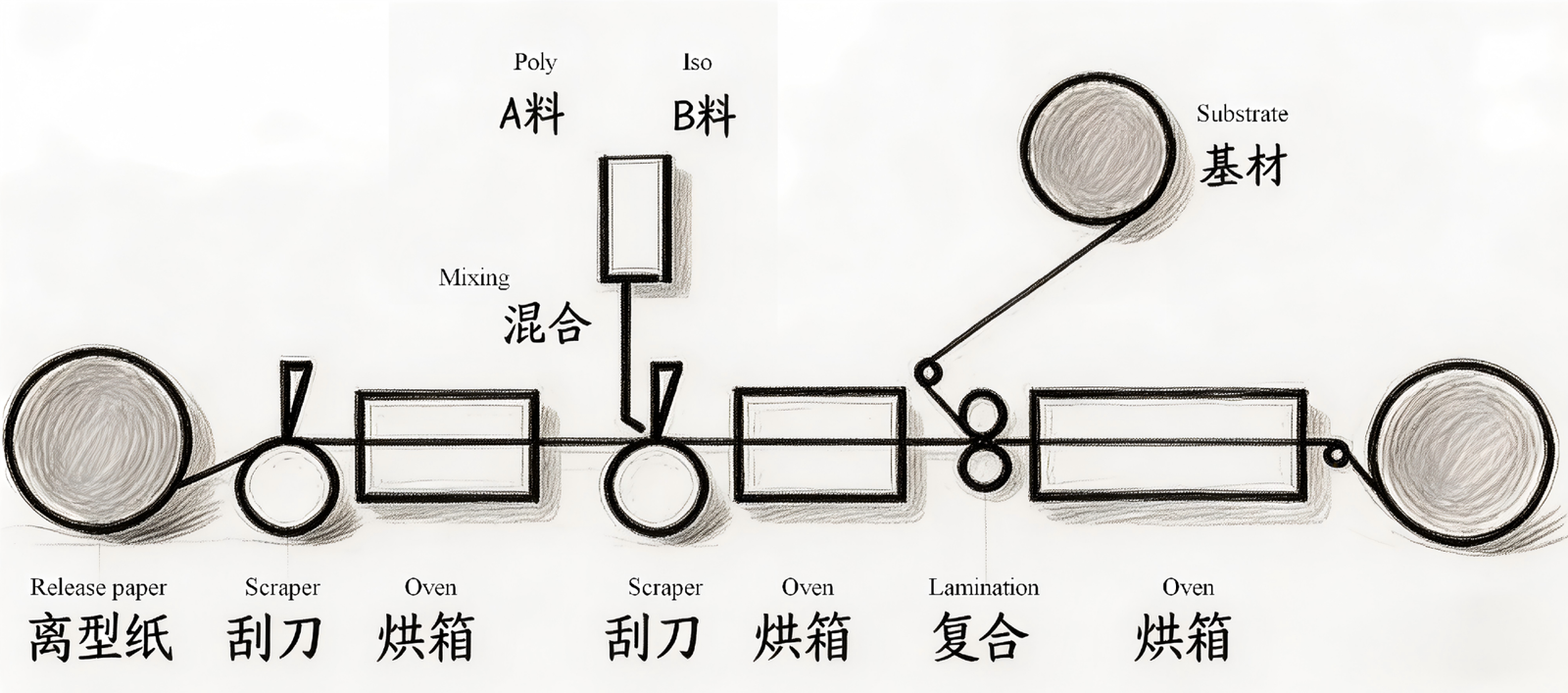
Part 2: Standard Process Flow: 3-Coat 3-Bake Line
This is the most mature, stable layout for solvent-free production, used by almost all mass production plants today.
Step 1: Surface Coat (1st Coat + 1st Bake)
First, apply solvent-based or water-based PU to the release paper, then dry to form the finished surface layer. You can also run a 2-coat 2-bake setup for the surface layer for more complex finishes. This modular design lets you produce a huge range of products on the same line.
Step 2: Solvent-Free Foam Coat (2nd Coat + 2nd Bake)
A and B prepolymers are stored in separate constant-temperature tanks. They are metered with extreme precision, delivered to the mix head, and mixed uniformly. The mixed material is coated onto the cured surface layer via doctor blade.
- Oven temperature: 100~120°C
- Residence time: 1~3 minutes
When it exits this oven, the material is fully foamed, and retains a natural, inherent tack — this is critical for the next step.
Step 3: Adhesive-Free Lamination
Press the base fabric directly onto the foamed layer. No additional adhesive is needed at all — the natural tack of the partially cured solvent-free PU creates a permanent, high-strength bond. This is one of the biggest cost advantages of the solvent-free process.
Step 4: Post-Cure Maturation (3rd Bake)
The laminated material enters the final oven for post-curing at 120°C for 7~10 minutes. This oven must have sufficient length to let the crosslink reaction reach 100% completion. Incomplete curing is the #1 cause of poor aging performance and odor issues later.
Step 5: Cooling & Winding
Cool the finished leather through cooling rolls to set the structure, then wind for storage.
Part 3: Process & Equipment Control: The Details That Make Or Break Your Line
90% of production stability issues come down to poor control of these three core areas.
1. Mix Head & Material Supply System
This is the heart of the entire line.
- Always use low-pressure impingement mixing. Temperature, metering and pressure must be controlled with zero error — no lead or lag between A and B component delivery.
- All modern mix heads have a precision air injection system. Adjust air volume and mix head pressure to control cell count and structure: more air = softer feel, but lower mechanical strength. Find the balance for your product.
2. Master The 3 Material Stages
The mixed material passes through 3 distinct stages in a matter of minutes. Timing is everything:
- Fluid Stage: Right after mixing, viscosity is low and fluidity is excellent. You must coat during this stage to get perfect leveling and a smooth surface.
- Gel Stage: Reaction progresses, viscosity rises, the material turns white and gel-like. It still retains tack. This is the only correct time to laminate your base fabric.
- Solid Stage: Crosslink reaction completes, material fully cures and solidifies.
3. Retained Material Control In Front Of The Doctor Blade
This is the most overlooked operational detail. You always need a small bank of retained material in front of the blade. New material is constantly mixing with this older retained material, and they react at different speeds. You must adjust the feed rate to keep the ratio of new to retained material stable.
Other Critical Operational Rules
- Keep all raw materials in separate, constant-temperature tanks
- Run the longest possible drying line you can, to widen your process window
- Calibrate metering pumps weekly to eliminate ratio drift
Final Thoughts
Solvent-free PU has 3 unbeatable core advantages:
Environmental & Energy Savings
100% solid content, zero solvents, 20-30% lower energy use, no solvent recovery costs
Superior Performance
Higher peel strength, better hydrolysis resistance, excellent wear resistance
Lower Production Cost
No adhesive needed for lamination, higher raw material utilization rate
The current limitations are clear: thermoset crosslinked resin has less flexible pattern expression, and cannot be milled or embossed after curing, so it is currently most widely used in sofa leather and automotive interiors. As material and equipment technology improves, it will rapidly expand into footwear and apparel leather.
The biggest challenge is always production stability. Solvent-free is far less forgiving than solvent-based, and even small changes in workshop temperature and humidity will affect the reaction. This is why precise, closed-loop equipment control is non-negotiable.
Frequently Asked Questions
Q: What is the typical payback period for a new solvent-free line?
Q: Can we convert our old solvent-based line to solvent-free?
Q: What is the biggest cause of unstable production?
Q: What is the maximum line speed for stable production?
Q: Does Haifeng provide full turnkey line solutions?
Need to build or upgrade a stable solvent-free PU production line?
Haifeng Machinery provides a one-stop turnkey solution ranging from equipment manufacturing and formulation debugging to on-site process optimization. Contact us for a free process consultation